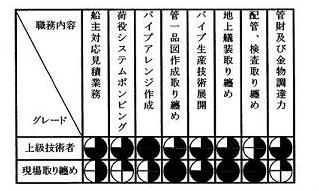
表2 求人用職務能力要求仕様書
例2-1 小型タンカーパイプ設計取り纏め技師
1 パイプ生産技術方針:ユニット工法、テストスケジュール等の方針を纏め上げ、一品図の作成、管性制作、ユニット化とその運搬方法、配管艤装工事の取り纏めを行う。
表3 事務職関係評価表(「トヨタ生産方式の本質-モノづくりは人づくり」より)
(拡大画面: 155 KB)
表4 造船工作における年次別生産性評価
| 年度 |
2002 |
2003 |
2004 |
2005 |
2006 |
2007 |
2008 |
2009 |
2010 |
2011 |
2012 |
対
象
技
能
・
技
術 |
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| 6S整理整頓 |
|
|
|
|
|
|
|
|
|
|
|
| 自主保全 |
|
|
|
|
|
|
|
|
|
|
|
| 品質 |
|
|
|
|
|
|
|
|
|
|
|
| 安全 |
|
|
|
|
|
|
|
|
|
|
|
| レイティング |
|
|
|
|
|
|
|
|
|
|
|
| 生産性 |
|
|
|
|
|
|
|
|
|
|
|
職場規律
時間励行 |
|
|
|
|
|
|
|
|
|
|
|
表5 造船工作における技量管理項目の設定
| |
ステージ |
説明 |
番号 |
鋼材
処理 |
水切り |
受払い事務処理、玉掛、品質チェック、 |
1 |
| ショット |
塗料管理、設備管理、品質チェック |
2 |
| 鋼板切断 |
NC切断 |
NC操作、玉掛、ガス切断、仕上能力、部材整理力 |
3 |
| FP切断 |
FP操作、玉掛、ガス切断、仕上能力、部材整理力 |
4 |
| E/T切断 |
多台持ち、切断データ作成、表面処理、部材整理 |
5 |
| 条鋼切断 |
NC |
NC操作、表面処理、設備管理、部材整理 |
7 |
| 手処理 |
切断情報処理、マーキング、部材整理 |
8 |
| 整理 |
|
部材表整理 |
9 |
| 曲加工 |
板曲げ |
B/R |
機械操作手順、尭鉄仕上げ手順 |
10 |
| プレス |
機械操作手順、尭鉄仕上げ手順 |
11 |
| 焼き曲 |
型別曲げ加工法 |
12 |
| 上記複合 |
|
13 |
| その他 |
|
14 |
| 鉄工 |
小組 |
配材、組立、段取、歪取り |
15 |
| 組立 |
治具段取、配材、組立、段取、歪取り |
16 |
| 外業 |
玉掛け、治具段取、配材、組立、段取、歪取り |
17 |
| 溶接 |
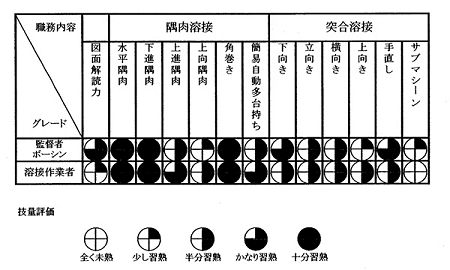
小組 |
表2:例2参照 |
18 |
| 組立 |
19 |
| 外業 |
20 |
| 管製作 |
曲げ |
一品図、金型交換、曲げ作業 |
21 |
| 組立 |
|
22 |
| 溶接 |
|
23 |
| 仕分け |
|
24 |
| 艤溶接 |
|
|
25 |
管艤装
鉄艤装 |
|
|
26 |
| |
27 |
| 塗装 |
地上 |
|
28 |
| 船体暴露部 |
|
29 |
| 船内区画内 |
|
30 |
表6:生産性向上マスタープラン
改:平成14年2月21日
| 重点課題 |
第1年度(能率向上目標:30%) |
第2年度(能率向上目標:10%) |
第3年度(10%) |
I.機械装置の生産性向上
NC機、管工場他 |
連合作業改善による能率向上
標準時間:H*1設定・目標管理の実施
MMS*2により改善:NC切断機他設備自主
保善体制:TPM*3の確立:故障を25%に |
連合作業の手順化文章化の充実
無人運転の取組(NC/直管ライン/背焼き)
購入時より効率的な機械装置:トラブル10% |
無人運転の拡大:大径管の切断/溶接他
TPMの確立トラブル5%へ
HSによる目標管理の徹底により作業者から管理者まで動着付けられ、PMUの全面に於いて生産性向上の継続を全員展開
シングル段取りの充実
工場レイアウトの充実
CIM/CADよりHS物量の抽出システムの開発
職種間の協力、多工程持ちによる工程間の調整でロスミニマイズレイティング85〜105%
稼働率85%以上の達成
設計工作一体のIE改善(技量管理と多工程持ち)
上記の実現により造船工作の生産性向上力は水蒸気発生時のエネルギーを持つ=国際競争力の確立 |
| II.多台持・多工程持ちの推進 |
簡易自動機:ガス切断・溶接:アイトレーサー切断(吊りピースも)と開先表面処理
小組、大組、船台、パイプ加工、艤装OJT多能力化:小集団活動として取り組む |
簡易自動機と手扱い機の並行作業と操作:衝合溶接、隅肉、パイプ溶接、曲げ線状加熱のバーナと冷却水
ベストエ法化し作業標準として文章化(機械装置の自主改善と品質向上) |
| III.段取り/マテハンの改善 |
外段取化の徹底推進(クレン/プレス/NC機/ロボット/ベンダー他):マテハン改善/5Sの徹底/運搬活性示数の浸透/キャスター化推進/次行程配材方法:方向、順番、格納 |
シングル段取の実践、ベンダー、曲プレス、クレン等へ:歩行減少等の日常改善化,一般化
キャスター化をパレット類から機械へ拡大
工場の間仕切/段差の障害を除去:バリヤフリー |
| IV.作業者への動機付け:全員の自己統制を通じ業績を統制:技能技術習得の目標管理化 |
作業指示の徹底、目標時間の設定(作業者に信頼理解される様に)HS設定の前段階の準備として時間管理の充実:秩序ある休憩習慣を確立する監督力の醸成、3階層で3本カープを活用した進捗能率管理:技量管理とOJTの推進 |
標準時間の設定:HSによる目標管理
全員の目標明確化により自己統制・評価の実現
血の通ったSIS*4の実施
工作全員の技量管理の目標管理推進
多能力化、多工程持ちの推進 |
| V.工程間のバランス |
計画段階から精度の高い日程負荷を目指す工程間の調整と応援の仕組み、週間スケジュールは時間単位で手待ち排除と工程間応援の実施 |
ラインバランスを考慮したコンベヤー計画、作業編成の実施、工程間の調整、助け合い、多台持ち |
| VI.IE分析による生産性向上策の設計 |
非繰り返し作業の類似性分析から代表作業を摘出し、段取と主作業の方法改善(小区分化)
組作業の徹底的・段階的1人作業化:取付・玉掛機械操作・仕上・運転作業まで全ての作業
艤作業を殻と同じ生産準備:小組化、地割りマーキング、番地化の推進、NCマーキング |
方法改善が済めば目標時間値の設定し動機付けの実施:簡略HSで目標管理:3本カーブ管理段取と方法のベスト化文章化に際限なく取組
標準時間の設定を出来るところからMOST*5を中心に実施 |
*観察・分析・評価で必須の技術
*1 HS: Hour Standard
*2 MMS: Machine Motion Study
*3 TPM: Total Productive Maintenance
*4 SIS: Short Interval Scheduling
*5 MOST: Maynard Operating Sequence Tech
1.凝視:3〜5分立ち止まり仕事を凝視し問題点を発見し,その解決を考える。
2.WS:稼働率の実態をWSにより知る。スナップショットWSの蓄積が有効。
3.スピードレイティングの遅いところには問題がある。
4.歩かせたら負けのセンス養成。歩行は主体作業に非ず。
5.ハンドリングの無駄除去。
6.自主保全(善)のレベル向上を小集団活動として。
7.組作業の分析:原則一人作業化、手順化を図る。