7.6 監視機器及び測定機器の管理
7.6 監視機器及び測定機器の管理
定められた要求事項に対する製品の適合性を実証するために、組織は、実施すべき監視及び測定を明確にすること。また、そのために必要な監視機器及び測定機器を明確にすること(7.2.1参照)。
組織は、監視及び測定の要求事項との整合性を確保できる方法で監視及び測定が実施できることを確実にするプロセスを確立すること。
測定値の正当性が保証されなければならない場合には、測定機器に関し、次の事項を満たすこと。
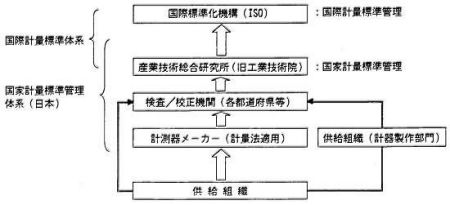
a)定められた間隔又は使用前に、国際又は国家計量標準にトレース可能な計量標準に照らして校正又は検証する。そのような標準が存在しない場合には、校正又は検証に用いた基準を記録する。
b)機器の調整をする、又は必要に応じて再調整する。
c)校正の状態が明確にできる識別をする。
d)測定した結果が無効になるような操作ができないようにする。
e)取扱い、保守、保管において、損傷及び劣化しないように保護する。
さらに、測定機器が要求事項に適合していないことが判明した場合には、組織は、その測定機器でそれまでに測定した結果の妥当性を評価し、記録すること。組織は、その機器及び影響を受けた製品に対して、適切な処置をとること。校正及び検証の結果の記録を維持すること(4.2.4参照)。
規定要求事項にかかわる監視及び測定にコンピュータソフトウェアを使う場合には、そのコンピュータソフトウェアによって意図した監視及び測定ができることを確認すること。この確認は、最初に使用するのに先立って実施すること。また、必要に応じて再確認すること。
| 参考 |
ISO 10012-1 (Quality assurance requirements for measuring equipment-Part1:Metfological conformation system for measuring equipment)及び ISO 10012-2 (Quality assurance for measuring equipment-Part2:Guidelines for control of measurement processes)を参照。 |
アンケート結果
◇製品/測定/検査制度の有無と、その運用
運用している46.6% 制度が無い53.4% 回答数298事業所 (回答率58.2%)
不良検査機器で計測した場合の問題影響の大きさから、ISOの規格では非常に厳格な規定をこの分野に対して要求している。認証取得の場合には必須の制度であり、導入が望まれる。
(1)当項目に対して、業務上該当する規格項目は以下の通りとなる。
| 対象機能 |
該当規格項目 |
| 物品・サービス成果を測定・監視する |
7.3.6 設計・開発の妥当性確認 |
| 7.4.3 購買製品の検証 |
| 7.5.4 顧客の所有物(検証) |
| 8.2.4 製品の監視及び測定 |
| プロセス(工程)状態を測定・監視する |
8.2.3 プロセスの監視及び測定 |
| 間接的に上記測定・監視を行う |
8.3 不適合製品の管理(再検証) |
| 8.5.2 是正処置(原因究明・有効性評価:該当時) |
| 8.5.2 予防処置(原因究明・有効性評価:該当時) |
(2)「規定要求事項に対する製品適合性の実証」の目的のため、当項目のような管理を行うことを、規格では規定しているが、その内容及び水準はかなり高く緻密なものとなっている。その理由は、製造・サービス提供のプロセス(工程)作業が効果的で確実に行っていても、その最終段階での“検証”業務に使用される計測機器類に問題があれば、何も意味をなさないからであり、万一異常な計測機器を使って検証され、放置された場合、合格に適さない製品の発生が繰り返し再現されてしまう恐れがあるからである。
(3)実は、「測定機器」及び「監視機器」のみでは、製造・サービス提供における各種検査業務及び監視業務に対応した全ての計測器とは言えず、試料収集や試作的な機能を持った「試験機器」、及び検査上の合否判定基準を組み込んだ「検査機器」も付け加えないといけないと言える。
(4)そこで、上記4種類の機器に関して、“機器種別”及び“ハードウェア&ソフトウェア”の2点から言及した表を以下に提示する。
<機器種別の点から>
| 機器種別 |
機器機能内容 |
試料
抽出 |
測定
機能 |
判定
機能 |
| ◆測定機器 |
・度量衡に関して物理的に測定できる“物理的な装置”。 |
- |
○ |
- |
| ・測定基準となる度量衡・温度・湿度・比重・体積等の基準は予め装置に仕組まれている、又は装置ではなく度量衡等の基準そのものを示した道具。 |
| ◆試験機器 |
・人為的又は機械的に試料を供給し、検査又は測定する“物理的な装置”。 |
○ |
○ |
△ |
| ・試料の供給において、計画する試料全部又は一部を電子処理上、仮想現実化させるか、又は機械的に試作させて、その結果を検査又は測定又は表示させるものである“シミュレーター”も含む。 |
| ◆検査機器 |
・物理的な合否判定が可能な“物理的な装置”。 |
△ |
○ |
○ |
| ・物理的な上記合否判定基準は予め装置に仕組まれている。 |
| ◆監視機器 |
・上記各種機器の機能を一部含むが、継続してそれらを運用するところに特徴のある装置。 |
○ |
○ |
△ |
【摘要】○:該当 △:機器によって該当するものあり −:該当せず
<ハードウェア&ソフトウェアの点から>
| 機器内部位別ハードウェア・ソフトウェア状態 |
機器事例 |
| [検知部] |
[判定部] |
[判定基準] |
[表示部] |
| a)なし |
なし |
ハード |
ハード |
測定道具・治具 |
| (スケール・ゲージ他) |
| b)ハード |
なし |
ハード |
ハード |
測定機器 |
| (温度計・圧力計他) |
| c)ハード |
ハード |
ハード |
ハード |
検査機器・試験機器・監視機器 |
| (ハードによる制御) |
| d)ハード |
ソフト |
ハード |
ハード |
検査機器・試験機器・監視機器 |
| (ソフトによる制御:FA系) |
| e)ハード |
ソフト |
ソフト |
ハード |
検査機器・試験機器・監視機器 |
| (ソフトによる制御:AI導入) |
| f)ソフト |
ソフト |
ソフト |
ハード |
検査機器・試験機器・監視機器 |
| (ソフトウェア系) |
(5)前頁(4)の内容も考察しながら、4業種に摘要させると、必要となる機器類は以下のように想定される。
| 業種区分 |
機器・道具種類 |
適用区分 |
自主調整・校正 |
使用前自主点検 |
定期点検 |
| 鉄構業(船体ブロック、ハッチカバー、タンク製造) |
◆コンベックス |
測定道具 |
不可 |
不要 |
メーカー・校正機関 |
| ◆各種ゲージ |
測定治具・道具 |
可 |
適宜必要 |
校正機関 |
| ◆ノギス |
測定道具 |
不可 |
適宜必要 |
メーカー・校正機関 |
| ◆X線検査装置 |
測定機器 |
不可 |
不要or適宜必要 |
メーカー・校正機関 |
| ◆非破壊検査装置 |
測定・検査機器 |
不可 |
不要or適宜必要 |
メーカー・校正機関 |
| 配管工事業 |
◆機密計 |
測定機器 |
不可 |
不要or適宜必要 |
メーカー・校正機関 |
| ◆コンベックス |
測定道具 |
不可 |
不要 |
メーカー・校正機関 |
| 塗装工事業 |
◆膜圧計 |
測定機器 |
不可 |
不要 |
メーカー・校正機関 |
| 技能者派遣業 |
- |
- |
- |
- |
- |
(6)「監視及び測定の要求事項との整合性を確保できる方法で、監視及び測定ができることを確実にするプロセスを確立すること」と規定されているが、この場合の“整合性”は、「精度」に関して「要求事項」、「監視・測定実施プロセス(工程)手法・方式」、「監視・測定機器管理プロセス(工程)手法・方式」及び「監視・測定機器の精度能力」の4種の整合性であると言える。
(7)「測定値の“正当性”が必要な場合」という表現があるが、これは「国家計量標準」に規定された度量衡等の区分があるものはすべて対象となるものである。以下に要求事項とコメントを記載する。
| 規格要求事項 |
コメント |
| a1)機器に対する校正・検証方法〈期間〉 |
・「定められた間隔」で“校正or検証”=“定期点検” |
・「使用前」に“校正or検証”=“使用前点検”
<各点検:「範囲」「きっかけ・頻度」の要明確化> |
| a2)機器に対する校正・検証方法<基準> |
・「国際計量標準」or「国家計量標準」にトレース可能な“計量標準” |
| <公的な基準に遡ることができることを必要としている> |
| ・(上記のような標準が存在しない場合)校正or検証に用いた基準 |
| <供給組織側の責任において設定する> |
| a3)機器に対する校正・検証方法〈手法〉 |
・「校正」:JISZ8103では「標準器、標準試料などを用いて計測器の表す値とその真の値との関係を求めること」とされる。 |
| ・「検証」:上記「定期点検」「使用前点検」が該当する。 |
| b)機器に対する「調整」「再調整」 |
・「調整」:精度が環境の影響を受けやすい場合には必要である。 |
| ・「再調整」:調整が可能なら再調整の可能性も高く、調整が行える場合には必要であろう。 |
| c)校正状態が明確にできる「識別」 |
・校正状態を明確にした“適切な標識”及び“承認されている識別記録”が必要となる。 |
| d)測定結果に対する「セキュリティ」 |
・「測定した結果が無効になるような操作ができないようにする。」 |
| <物理的に可能か?:誓約書等 制度的に対処するのが良い> |
| e)機器の「取扱い」「保守」「保管」 |
<共通事項>:損傷&劣化しないように保護する。 |
| ・「取扱い」:装置使用時の使用環境条件を適切なものにする。 |
| ・「保守」:「調整」「使用前点検」「定期点検」が該当。 |
| ・「保管」:精度&使用適合性の確実な維持 |
| ◆機器の要求基準外れ時の処置 |
・当該機器を使用し検査・測定・試験・監視したそれまでの結果記録に対する妥当性の評価を実施する。 |
| ・当該機器及び当該機器によって検査・測定・試験・監視された製品・サービス成果に対して、適切な処置(=遡及処置:遡り是正等の処置を行う)を実施し、記録を維持する。 |
| ◆機構上コンピュータソフトウェアを使用する機器管理 |
・「使用前点検」が必要。 |
(8)規格には記述されていないが、機器の使用条件において、以下の内容を満足させるのは当然であろう。
[機器測定能力]>[必要測定能力](要求事項記載)
(9)計測機器の選定並びに測定基準や方式の設定において、その必要となる「精度」の程度いかんでは、さらに機能的に区分して「精密さ」や「正確さ」にも留意する場合もある。(4業種では不要)
| 精度 |
精密さ |
計量標準などによる単位区分に対する精密さ。 |
| 正確さ |
◇計測器自体の“精密さ”の再現性程度の正確さ。 |
| ◇測定者自身の測定方法及び経験から発生する正確さ。 |
| cf.(不確かさ・合成不確かさ) |
(10)「国際計量標準」及び「国家計量標準」へのトレースは以下の通りであるが、一般企業においては、計測器メーカーもしくは検査/校正機関へ定期点検に機器を出すことで満足するであろう。