5.1.3 部材傾斜適用可能範囲の設定実験 上向〜立向変化における傾斜の影響について改良部の確認を行うとともに適用可能範囲を設定した。また10°以上の傾斜に対する溶接トーチ改良部および固定裏当て材料に代わる内面水冷銅板の性能確認を実施した。 図5.1.6に傾斜角度と先行1電極溶接時のビード形状を示す。これより分かるように傾斜角度が大きくなるにつれて形成される溶接ビードの高さは高くなり、1電極にて板厚以上のビード高さが得れるようになる。
5.1.3 部材傾斜適用可能範囲の設定実験
上向〜立向変化における傾斜の影響について改良部の確認を行うとともに適用可能範囲を設定した。また10°以上の傾斜に対する溶接トーチ改良部および固定裏当て材料に代わる内面水冷銅板の性能確認を実施した。
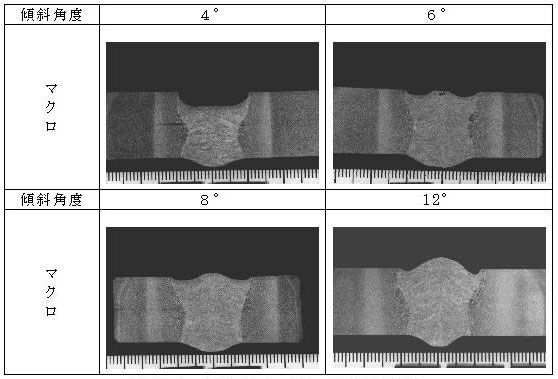
図5.1.6に傾斜角度と先行1電極溶接時のビード形状を示す。これより分かるように傾斜角度が大きくなるにつれて形成される溶接ビードの高さは高くなり、1電極にて板厚以上のビード高さが得れるようになる。
図5.1.6 傾斜部における1電極溶接結果
この傾斜角度による溶接ビード高さの増加現象について、図5.1.7に示すモデルについて考察を加えた。図に示すようにアーク発生点から上方のビード高さhは傾斜角度によらず一定とすると傾斜角θのときのビード高さHは次式で示される。 H=L・sinθ+h・cosθ 図5.1.8は傾斜1電極溶接時のビード高さの実測値と上式による計算値を比較したもので、良い対応を示しており、図5.1.7に示す溶接ビード形成モデルの妥当性を示している。
この傾斜角度による溶接ビード高さの増加現象について、図5.1.7に示すモデルについて考察を加えた。図に示すようにアーク発生点から上方のビード高さhは傾斜角度によらず一定とすると傾斜角θのときのビード高さHは次式で示される。
H=L・sinθ+h・cosθ
図5.1.8は傾斜1電極溶接時のビード高さの実測値と上式による計算値を比較したもので、良い対応を示しており、図5.1.7に示す溶接ビード形成モデルの妥当性を示している。
前ページ 目次へ 次ページ