(2)各ギャップ幅の適正溶接条件
表4.2.2に各ギャップ幅における適正溶接条件を示す。ギャップ幅に対しては、溶接速度を調整する方法が最も有効と考えられる。また裏ビードの安定化のためにトーチ揺動幅の調整が必要である。
表4.2.2 各ギャップ幅における適正溶接条件の一例
(3)各傾斜角度の適正溶接条件
表4.2.3に各傾斜角度における適正溶接条件を示す。傾斜角度に対しては、溶接速度と後行電流の変化による対応が適している。図4.2.17に傾斜部におけるビード断面形状を示す。
表4.2.3 各傾斜角度における適正溶接条件の一例
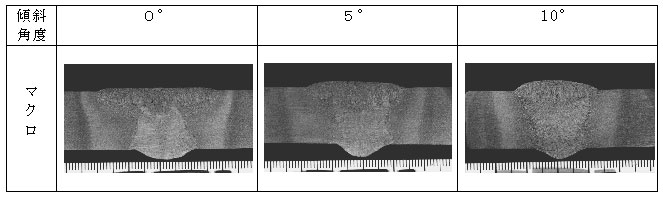
図4.2.17 傾斜角度別溶接結果の一例
前ページ 目次へ 次ページ