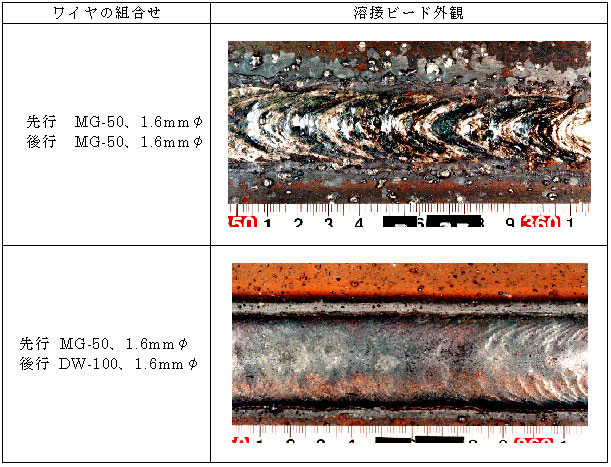
図1.3.3 後行電極溶接ワイヤのビード形状の比較
d. 裏当材料の選定 本溶接施工法では船底側に摺動式水冷銅板を用いて溶融池の保持を行うが、水冷銅板直下にアークが発生しやすく、水冷銅板がアーク熱によって溶融し、摺動が停止してしまうことが多い。これを防止するために溶接部材と水冷銅板とを絶縁し、水冷銅板上にアークが発生しないように水冷銅板の上に絶縁物である溶接用裏当て材(ガラステープ : 3.2mm厚)を用いるようにした。
d. 裏当材料の選定
本溶接施工法では船底側に摺動式水冷銅板を用いて溶融池の保持を行うが、水冷銅板直下にアークが発生しやすく、水冷銅板がアーク熱によって溶融し、摺動が停止してしまうことが多い。これを防止するために溶接部材と水冷銅板とを絶縁し、水冷銅板上にアークが発生しないように水冷銅板の上に絶縁物である溶接用裏当て材(ガラステープ : 3.2mm厚)を用いるようにした。
図1.3.4 先行ワイヤ狙い位置の変動による銅板の溶融
前ページ 目次へ 次ページ