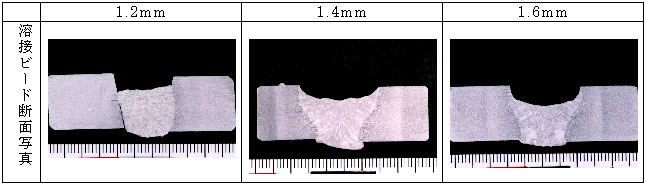
この結果よりワイヤ径が細いほど融合不良が発生しやすいことがわかった。
よって、汎用的なガスメタルアーク溶接用ワイヤで最も太径である1.6mmφで適用することにした。
c. 2電極溶接時の各電極に対するワイヤ選定
本溶接施工法では、2電極溶接法を採用しているので、先行電極、後行電極に使用するワイヤ材の組合せについて検討を行った。
先行電極にはソリッドワイヤを使用することに決定した。これは、図1.3.1で見られるように、多電極溶接でのフラックス入りワイヤはスラグ量が多いためスラグ巻き込みを起こす可能性があるためである。
後行電極では、ビード外観形状が良く、スラグの剥離性に優れることなどが要求される。
2種類のワイヤを使用したときの溶接ビード外観を図1.3.3に示すが、ソリッドワイヤを使用した方は、スラグがビード表面に焼き付き、剥離性が悪い。一方、フラックス入りワイヤを用いたときは、スラグの剥離性も良く、ビード外観も良好である。