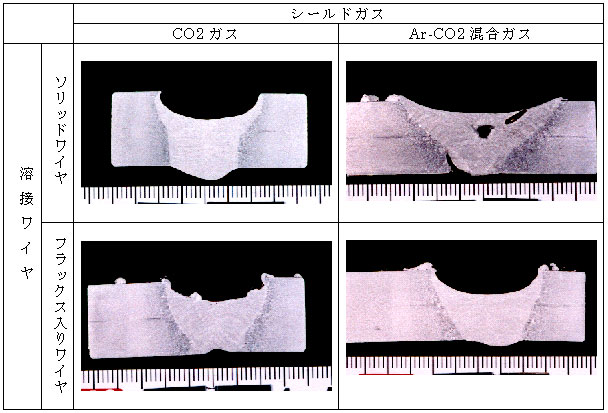
この表の写真からわかるようにAr-CO2混合ガスでは、ソリッドワイヤを使用すると溶接ビード内に気泡(ブローホール)が生じやすいことがわかった。また、溶接ワイヤを問わず、Ar-CO2ガスでは溶接ビードが広がりやすく、裏ビードの形成がやや不足になる。CO2ガスはフラックス入りワイヤではスパッタが多いがソリッドワイヤを用いるとスパッタも少なく溶け込みを十分得られる。
b. 溶接ワイヤ(ソリッド、フラックス入り)の選定
溶接ワイヤの種類に関しては、ソリッドワイヤ(銘柄名MG-50、神戸製鋼製)、フラックス入りワイヤ(銘柄名 DW-100、神戸製鋼製)のいずれも使用可能であるが、ソリッドワイヤが溶込、スパッタ発生量の両面で良好である。