|
5.4.2 ブロック塗装実験
(1)平板塗装実験
10月度の委員会で完成した二液塗装機にて予備実験を行い、その後、機器をユニバーサル造船殿に送り、平板塗装実験、ブロック塗装実験に入る。
10月25日に平板塗装で使用した塗料粘度は10月4日の委員会での予備実験で使用した塗料粘度(30、000mPa・s)に比べ80,000mPa・sと高く、吸い込み不良による圧力バランスが崩れ、異常高圧が発生した。よって、加温温度を当初想定していた50℃から70℃まで温度を上げた事により、主剤、硬化剤とも確実に吸い込むようになり塗装可能となった。
尚、スプレイ開始後1〜2分程は循環バルブ以降スプレイガンまでの間の塗料ホース内の塗料温度が上がらずスプレイ状況は良くない状況のため捨て吹きが必要であった。平板塗装実験状況を写真5.4.2.-1〜写真5.4.2.-3に示す。
写真5.4.2.-1 塗料投入
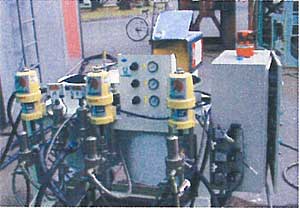
写真5.4.2.-2 防食塗料タンクユニット
写真5.4.2.-3 防食塗料塗装
(2)平板塗装実験結果
(a)塗装作業者の要望
塗装作業時に塗装作業者から使い勝手をヒアリングした結果
(i)ホースの捻り戻し用のユニバーサルジョイントが欲しい。
(ii)ガンのトリガが開きすぎ、又トリガの引き力が重く疲れる
(iii)加温、保温ホースが重い、又ミキシングユニットが重い
(iv)ホースの取り回しが悪い。
(b)実船塗装
平成17年5月時点でVOC低減型二液性塗料の混合比率が確定し、二液塗装機の改良機を製作したが、日本ペイントマリン殿よりユニバーサル造船殿にて平板塗装実験を実施するにあたり改良した二液塗装機器の混合比率を4:1から3.7:1に変更出来ないかとの要請があったが、混合比率固定式二液塗装機のため変更できない、よって10月25日の平板塗装実験は硬化剤を調整し4:1で臨む事とし、12月の実船塗装時には3.7:1の二液塗装機で実験を行えるよう、硬化剤用シリンダの製作手配を行った。
平成17年12月の委員会後に実船塗装を行う為、混合比率を3.7:1となるようシリンダの交換、及び平板塗装時に塗装作業者よりガンの操作性に要求があったホースのより戻しジョイント、引き金の位置を変更したエアレスガンに交換し実船塗装を実施、塗装状況を写真5.4.2-4〜5.4.2-5に示す。
写真5.4.2-4 ブロック端部
写真5.4.2-5 ボトムタンク防食
|