|
2.2.2 溶出試験による経時変化の調査
(1)塗装試験検体の準備
塗装試験体は現用塗料及び開発塗料である。
(a)形状:直径70mmの円筒形、高さ190mm
(b)材質:ポリカーボネート製
(c)塗布面積:200cm2
(d)膜厚:100μm
(e)乾燥工程:23-27℃・7日間自然乾燥
(f)試験数:6(各塗料各3)+Blank(未塗布)1+FAA分析用Spike1(銅50ppm調液)
現行塗料及び開発塗料(F)における塗料の種類等は表2.2.2-1の通りである。
表2.2.2-1 塗料試験体と膜厚の初期値
| 試験片 |
塗料種 |
比重 |
塗布重量 |
平均膜厚 |
風袋重量 |
乾燥重量 |
溶出成分 |
| A-1 |
溶剤系防汚塗料(1) |
1.81 |
6.63 |
106.4 |
90.87 |
97.50 |
亜酸化銅
有機防汚剤 |
| A-2 |
〃 |
〃 |
5.93 |
95.3 |
91.49 |
97.42 |
| A-3 |
〃 |
〃 |
6.12 |
98.3 |
93.78 |
99.90 |
| B-1 |
溶剤系防汚塗料(2) |
1.70 |
5.43 |
88.5 |
92.01 |
97.43 |
亜酸化銅
有機防汚剤 |
| B-2 |
〃 |
〃 |
5.53 |
90.2 |
92.26 |
97.79 |
| B-3 |
〃 |
〃 |
5.94 |
96.9 |
91.73 |
97.66 |
| C-1 |
溶剤系防汚塗料(3) |
1.66 |
4.97 |
101.5 |
93.48 |
98.44 |
亜酸化銅 |
| C-2 |
〃 |
〃 |
5.15 |
105.3 |
93.12 |
98.27 |
| C-3 |
〃 |
〃 |
5.32 |
108.7 |
92.73 |
98.04 |
| D-1 |
溶剤系防汚塗料(4) |
1.89 |
4.54 |
84.0 |
93.08 |
97.61 |
亜酸化銅
有機防汚剤 |
| D-2 |
〃 |
〃 |
4.98 |
92.2 |
92.23 |
97.21 |
| D-3 |
〃 |
〃 |
4.88 |
90.3 |
92.04 |
96.92 |
| E-1 |
溶剤系防汚塗料(5) |
1.57 |
4.89 |
90.5 |
91.05 |
95.94 |
亜酸化銅
有機防汚剤 |
| E-2 |
〃 |
〃 |
5.09 |
94.2 |
91.14 |
96.22 |
| E-3 |
〃 |
〃 |
5.03 |
93.1 |
91.30 |
96.32 |
| F-1 |
水系サンプル
WW-45 |
1.67 |
4.93 |
94.3 |
92.54 |
97.48 |
亜酸化銅
有機防汚剤 |
| F-2 |
〃 |
〃 |
5.44 |
103.9 |
92.47 |
97.91 |
| F-3 |
〃 |
〃 |
5.85 |
111.9 |
92.06 |
97.91 |
| V-1 |
ブランク |
|
|
|
|
|
|
| V-2 |
〃 |
|
|
|
|
|
|
|
*1・・・この塗料サンプルについては、公開データに基づき計算して記載
重量:g、膜厚:ミクロン
|
(2)溶出試験装置における試験体配置
溶出試験装置のエージング漕へ配置した塗装試験体は表2.2.2-2に示す。
表2.2.2-2 試験体の配置
1〜20は試験体の位置番号
エージング漕と循環層とは、フィルターを通して人工海水が循環している。
図2.2.2-1 溶出試験装置に取り付けた塗装試験体
図2.2.2-1は試験体の配置を表2.2.2-2に示したものを、溶出試験装置に取り付けた塗装試験体の様子である。4行5列、20個の試験体はホイストで上下し、溶出試験時には所定の回転数が与えられる。本溶出試験装置及び計測器はASTM D 6442に準拠したものである。
(3)試験日
1,3,7,10,14,21,24,28,31,35,38,42,45日経過後の13条件
(4)分析
原子吸光光度計(以下、原子吸光)の取り扱い手順に則り、検量用試料で検量線を引いた後、分注容器に入った試験液(20個)を原子吸光に吸わせ、銅溶出濃度を測定する。
(5)試験結果
銅濃度(Ccu or Cc)は次のように得られる。
Ccu=([生データ Lw]−[ブランクデータ])×[標準値]×DF/([標準値]−[ブランクデータ])
希釈係数DFは希釈してないので1である。
ブランクデータ(Blank or Bk):塗装なし試験体の分析値
標準値(STD or Sd):銅濃度50ppbの分析値
平均値(N3の):Avg or Av
変動係数:(RSD or Rd)
溶出試験による試験液への亜酸化銅の溶出量(溶存量R)は次の式で求めた。
R=(Ccu×1.5×24)/(T×200)
ただし、Rの単位は1日24時間換算[mg/cm2]、試験液容量は1.5L、塗膜面積は200cm2、Tは溶出試験時間(撹拌時間hour)である。
溶出試験時間はAA分析による銅濃度が、200ppbを大幅に超えないようエージング日数に応じて調整した。
試験毎のR値の総計TRは次で得られる。
TR=R1+2(R3)+4(R7)+3(R10)+4(R14)+7(R21)+3(R24)+4(R28)+3(R31)+4(R35)+3(R38)+4(R42)+3(R45)
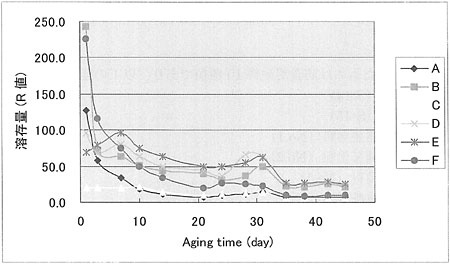
各エージング日数における溶出試験のAAによる銅濃度の値の平均値からR値を求めて、グラフ化したものは図2.2.2-2である。
図2.2.2-2 溶出試験結果
各塗料における銅溶出量は、エージング日数により減少傾向を示している。ただし、30日前後で多少増加したものあるいは、初期から大きな変化が示されないものもあるが、35日以降では、安定化している。開発塗料(F)の溶出の特性は、現用塗料と匹敵しており、溶出の性能的には劣らないものと判断できる。海技研が開発した溶出試験装置本体は、20検体一度に上下可能なので、エージング漕から溶出試験に移るときには試験体の時間的な差はない。
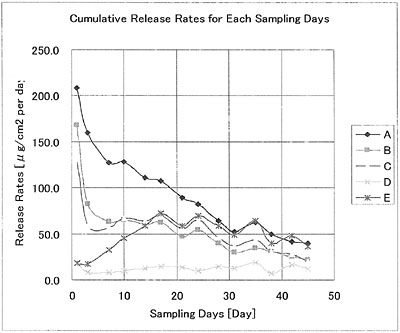
図2.2.2-3は17年度における溶出試験の結果である。
図2.2.2-3 17年度調べた溶出試験結果
17年度の溶出試験は水系樹脂開発塗料(A,B,C)、現用塗料(D,E)の5種類行った。試験方法は前年度と同様である。開発塗料は現用塗料に比べて特性が匹敵した。
|