|
7-4-4. 試作熱交換器の評価試験結果
1)評価試験結果について
表7-6に評価試験結果の一覧を示す。
表7-6 試作熱交換器の評価試験結果
| 項目 |
設計目標値 |
測定結果 |
備考 |
| バーナ部 |
ガス流量
(m3N/h) |
1.3~2.15 |
1.6 |
|
空気流量
(m3N/h) |
47.3 |
38 |
熱交換器入口のガス流量とガス温度を調整するため変更 |
| 熱量(kW) |
17~27.5 |
19.7 |
|
熱
交
換
器 |
排
ガ
ス
入
口 |
ガス流量
(kg/h) |
61.2 |
57.3 |
空気流量の違いによるため |
ガス流速
(m/s) |
25以上 |
17.8 |
排ガス流量の違いによるため |
| ガス温度(℃) |
350~500 |
555.4 |
|
排
ガ
ス
出
口 |
ガス流量
(kg/h) |
61.2 |
56.8 |
空気流量の違いによるため |
ガス流速
(m/s) |
25以上 |
7.3 |
多孔質体の圧力抵抗によるため |
| ガス温度(℃) |
250 |
336.4 |
|
水
入
口 |
水流量
(kg/h) |
5.421 |
3.65 |
設計目標の蒸気温度にするために流量調整 |
吐出圧力
(kgf/cm2) |
1.0 |
1.0 |
|
| 水温度(℃) |
20 |
20.6 |
|
蒸
気
出
口 |
蒸気流量
(kg/h) |
54.58 |
21.1 |
水流量の違いによるため |
| 蒸気温度(℃) |
200~250 |
232.4 |
|
算
出
値 |
排ガス側伝熱量(kW) |
4.505 |
3.69 |
|
| 熱交換効率(%) |
80以上 |
80.5 |
目標達成 |
| 交換熱量(kW) |
4.505 |
3.01 |
|
| 平均温度差(℃) |
239.8 |
319.4 |
|
| 熱通過率(W/m2・K) |
280 |
211.5 |
極めて近い |
|
2)評価試験結果の算出法
前記の評価試験結果より算出してみた。
・排ガス側の伝熱量の算出方法
排ガス流量57.3kg/h=0.0159kg/s ガス入口温度555.4℃ ガス出口温度336.4℃ 500℃の排ガス比熱1.06kJ/kg・Kとすると
0.00159×1.06×(555.4-336.4)=3.69kJ/s=3.69kWとなる。
・熱交換効率の算出方法
水の流量3.65kg/h(吐出圧力1kgf/cm2)水入口温度20.6℃ 蒸気出口温度232.4℃
蒸気線図より水が吐出圧力1kgf/cm2で20.6℃から232.4℃の蒸気になるのに必要なエンタルピは700kcal/kg、
実際の試験結果では上記の排ガス伝熱量3.69kWから
3.69×860/3.65=869.4kcal/kgであるため、この試作熱交換器の熱交換効率は
700/869.4=0.805=80.5%となる。
・交換熱量の算出方法
上記の水流量3.65kg/h エンタルピ700kcal/kgより
(3.65×700)/860=2.97kWとなる。
・熱通過率の算出方法
熱通過率=交換熱量/(平均温度差×伝熱面積)より求める。
ガス入口温度555.4℃ ガス出口温度336.4℃
水入口温度20.6℃ 蒸気出口温度232.4℃
向流式平均温度差は
(555.4-232.4)-(336.4-20.6)/ln(555.4-232.4)/(336.4-20.6)=319℃
伝熱面積は前述の試作熱交換器本体寸法より
0.3m×0.148m=0.0444m2
交換熱量は上記より2.97KW であるから、熱通過率は
2.97/(319×0.0444)=211.5W/m2・K となる。
7-4-5. 考察
前記の算出方法で求めた結果、今回試作した熱交換器の評価性能は、熱交換効率80.5%、熱通過率211.5W/m2・Kとなった。
多孔質金属材料を用いた試作熱交換器の設計目標値が、熱交換効率80%以上、熱通過率280W/m2・Kであるから、極めて近くなった。
問題点としては次の2つが挙げられる。
・熱交換器排ガス通路の平均ガス流速が、評価試験結果より12.55m/s(熱交換器入口流速と出口流速の平均値)で、排ガス側の熱伝達率が小さかったこと。
・多孔質体と熱交換器隔壁面の接合不良の影響で、伝熱面積がさらに小さくなったこと。
尚、コンパクト熱交換器の定義ではその熱通過率の値は200~400W/m2・Kであるから、今回試作した多孔質金属材料を用いた熱交換器は、小型で高性能な熱交換を可能にすることが評価結果よりわかった。
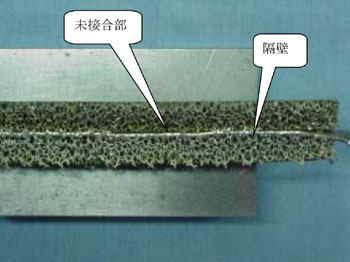
図7-11に今回試作した熱交換器多孔質体の接合方法と同条件で作製した接合体を切断したものを示す。
図7-11 接合方法同条件での接合体の切断面
7-4-6. 今後の進め方
試作した熱交換器が設計目標値に対して、極めて近いことはわかったが、今後改善すべき項目を下記に示す。
1)確実な多孔質接合体を製作する。
前記の図7-11で見られる多孔質体と隔壁に未接合部のない完全な接合体を試作する。
2)排ガス通路の流速を上げる。
ガス流速による熱伝達率の影響が大きいため、スリット状の切れ込みをガスの流れ方向に設けた多孔質体の熱交換器を試作する。
3)水通路側の流速を大きくする。
水側の通路を小さくして流速を大きくし、熱伝達率を高くする。
4)多孔質材の熱伝導率を大きくする。
多孔質体と隔壁との接合具合によって、熱交換器の伝熱面積が大きく異なるため、接合後にアルミイズ処理をし、接合部をより強固にする熱交換器を試作する。この方法によって、確実な伝熱面積が得られると共に、熱伝導率の高いアルミニウムを用いることで、さらに熱通過率を上げる。(多孔質体材料の熱伝導率が、現状のニッケルの60W/m・Kからアルミニウムの120W/m・Kになるので多孔質材部分の熱伝達率が2倍になる。)
参考資料・日本機会学会 蒸気i-s線図
|