|
2)マグナフラックス(磁気探傷検査)
これは部品に磁化電流を流して磁化させておいて磁粉をかけ、傷を見つける方法で、微少な傷まで発見でき、現在ではもっとも広く利用されている方法である。2・2図に示すように通電すると、磁化電流と直角方向に磁束線が生じ、表面近くに傷が存在していたとすれば、そのとき磁束線は傷の所で通りにくくなるので、傷の近くで漏洩する。このとき、軽油にとかした高透磁率の微細鉄粉(磁粉)を、この面にふりかけてやると、磁粉は漏洩磁束に引きつけられて付着する。すなわち、傷の形となって表面に表われる。
2・2図 マグナフラックスによる探傷法
| (拡大画面:28KB) |
 |
磁粉に蛍光をあてると発光する特殊磁粉(蛍光探傷)を用いると、傷の発見はさらに容易になる。ただし前項で述べたように非磁性部品の検査には、適用できない。この検査は、次のような手順で行う。なお、検査終了後は必ず脱磁を行い完全に磁気をなくしておかなければならない。
磁化方法はJISG0565「鉄鋼材料の磁粉探傷試験方法及び欠陥磁粉模様の等級分類」においては2・1表に示す種類及び内容のものに分類されているが、試験体の形状・寸法や予測される欠陥の方向などを考えて最も適した磁化方法を選択するようにしなければならない。
2・1表 磁化方法の分類
| 磁化方法 |
符号 |
備考 |
| 軸通電法 |
EA |
試験体の軸方向に直接電流を流す。 |
| 直角通電法 |
ER |
試験体の軸に対して直角な方向に直接電流を流す。 |
| プロッド法 |
P |
試験体の局部に2個の電極(これをプロッドという)を当てて電流を流す。 |
| 電流貫通法 |
B |
試験体の穴などに通した導体に電流を流す。 |
| コイル法 |
C |
試験体をコイルの中にいれ、コイルに電流を流す。 |
| 極間法 |
M |
試験体又は試験される部位を電磁石又は永久磁石の磁極間に置く。 |
| 磁束貫通法 |
I |
試験体の穴などに通した磁性体に交流磁束を与えることによって、試験体に誘導電流を流す。 |
|
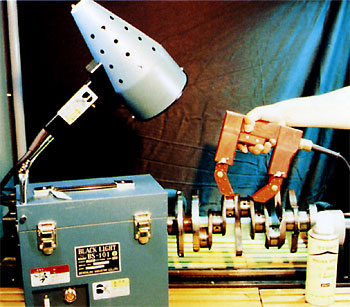
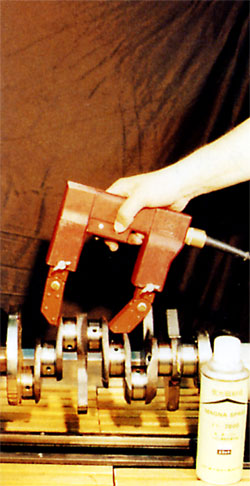
3)極間法
2・3図 極間法
| (拡大画面:13KB) |
 |
2・3図に示す。極間法は電磁石の鉄心に誘発された磁場によって検査物を磁化するものである。検査物は閉磁路回路となるので反磁場は少なく探傷面に損傷をあたえることもない。検査物は電磁石の発生磁束によって磁化されるので、発生磁束が多いほど、及び検査物の面積が少ないほど強く磁化される。電磁石の磁束密度は鉄心の断面積によって定まってくる。電磁石のアンペアターンを多くしても増加はしない。検査物の磁気回路断面積が電磁石の鉄心の断面積よりも多いと、磁束が広がってしまい検査物中の磁束密度は低くなる。この傾向は、直流電磁石の方が特に激しい。交流電磁石は表皮効果のため、検査物の表面に集中するので、深さ方向には、浸透しないので表面の磁束密度は高くなる極間法で最もよく検出できる欠陥は、両磁極を結ぶ中心線上であり、言うまでもなく両磁極間を結ぶ線に直角の方向にある欠陥である。磁極面と検査面との接触が密なほどよいが、間隔が増加するほど磁極附近の磁粉が磁極に吸引されてしまうので、不感度範囲となってしまう。普通の接触で2〜3mm、磁極と検査面のギャップが3mmともなると約15mmの不感度範囲となることに注意すること。
2・4図
2・5図
2・6図
これら非破壊検査のチェックポイントを2・2表に示す。
前述したように、マグナフラックスが施工できなければ、カラーチェックで代行する。きず検査の際、けがき線の跡とか、しっくりと嵌められた埋め金、非磁性金属との境界線あるいはメタリコン部と母材との境界等はきずのように見えることがあるから誤らないように十分注意すること。
2・2表 主要部品の亀裂検査のチェックポイント
| 部品名 |
カラーチェック |
マグナフラックス |
チェックポイント |
| クランク軸 |
○ |
◎ |
軸表面のきず、とくにアーム附近R附近のきず |
主軸受及び
クランクピンメタル |
○ |
× |
軸受表面のわれ、軸受層の剥離(端面でチェックする) |
| クランクピンボルト |
○ |
◎ |
表面のきず、とくに頭部と附根のRとねじのきず |
| ピストン |
○ |
× |
燃焼面、リング溝底、摺動面、ピストンピンボス部のリブのわれ |
| シリンダヘッド |
○ |
× |
燃焼面のわれ |
| 吸排気弁 |
○ |
× |
コッタ部のきず |
カム及び軸
歯車
カップリング |
○ |
◎ |
各表面のきず
歯面、歯底のきず
キー溝底のきず |
| その他 |
○ |
○ |
表面のきず |
|
|