2.3.2−2)熱による変形および荷重による変形の合成
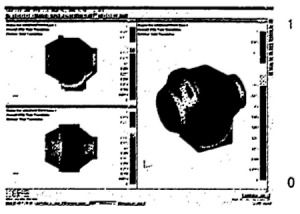
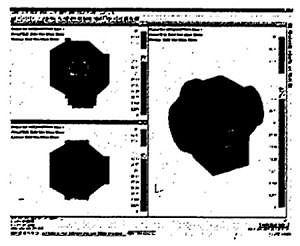
減速機の安定温度を80℃として据え付け面で拘束する条件で解析を実施した。変形量は歯車箱の下部ドレン油溜まりが大きく熱変形が主で約1mmである。内部主要部品取り付け部の変形具合は高速側0.78mm、低速側0.29mmだが一様に変形しており内部主要部品への影響はないと考えられる。【図4.1&2】
【図4.1】外面変形 荷重+熱の変形解析(mm)
【図4.2】内面変形 荷重+熱 熱のみ
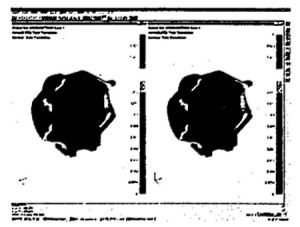
応力解析結果は固定面縁の応力が380〜490N/mm2と許容値を越える高い値を示した。実用時は据え付け部材に弾性を待たせる等、歯車箱の熱変形を吸収させる工夫が必要である。【図4.3】
【図4.3】荷重+熱の応力解析
3.調査研究の成果
本調査研究による設計手法で目標質量550kgに対し満足出来る結果を得られた。
以下に成果の概要を記す。
1) 高速仕様におけるJG規格の歯車強さの許容値を周速毎に整理し、最弱要素と小型化重要部品を把握した。
2) 高速2段遊星歯車における小型・高性能化のための歯車構造の選定と最適ギヤ比配分手法を明確にした。
3) 高速遊星歯車減速機の小型・高性能化は減速機構造の他、プラネットギヤの軸受性能で左右される。
4) 最適ギヤ比選定による小型化は試設計した主要部品の強度をFEMによる解析からも問題ないことを確認した。
5) 減速機を最も軽量化するアルミニューム材(AC4A−T6)の歯車箱をFEMによる解析で次項を把握した。
a) 据え付け位置および肉厚の検討でねずみ鋳鉄なみの剛性を確保できる。
b) 熱変形による歯車箱の固定部付近への影響は大きく、据え付け部材等で歯車箱の熱変形を吸収させる工夫が必要である。
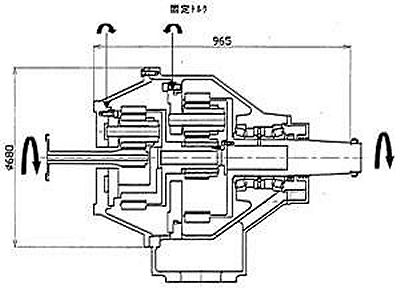
添付図−1
スター+スター型計画
添付図−2
スター+プラネタリ型計画