オイルフェンス巻取機・高性能化
高階救命器具株式会社
1.調査の目的
オイルフェンス巻取機は、国内巻取機メーカーが小規模零細のために開発力が弱いこと及びオイルフェンスとの一括生産が出来ないことから、技術面での改善・改良が進まなかった。当社でも、1974年に同巻取機の改善品、すなわち手動式から電動式及び巻取時の横方向への移動の自動化という一部機能面を改善した巻取機の開発以来、理論面での改善、改良は行われなかった。
従来、巻取機業界の製造過程で使用されている図面は、営業活動に利用されている一般外形図面一通しかないことも要因の一つと考えられる。
通常、機器は製作図面及びこれに付随する各種部品図に基づいて製造されるが、当社並びに業界では一般外形図のみで、この巻取機を製造してきた為に、製造工程、品質改良は、現場の熟練工の経験に依っていた。
本調査研究では、環境問題への社会的要求並びに同巻取機の使用頻度の拡大等の現状を踏まえ、安全面及び機能面の観点から従来品よりもより信頼性の高いオイルフェンス巻取機をユーザーに提供することを目的とする。
2.実施経過
2−1 実施項目
調査研究の実施項目を以下に記す。
[1] 従来品の製造仕様の調査
[2] 改良型巻取機の設計(補助対象)
[3] 設計過程の見直し
[4] 製造能力の確保
[5] 試作機の製作
2−2 実施期間
開始:平成12年4月1日
終了:平成13年1月15日
2−3 実施場所
| 項目 |
実施場所 |
従来品の製造仕様の調査
改良型巻取機の設計(補助対象)
標準設計仕様書及び標準詳細設計図 |
高階救命器具(株)本社 |
| 試作機の製作及び性能試験 |
高階救命器具(株)東大阪工場及び静岡県清水港 |
| 取りまとめ及び報告書の作成 |
高階救命器具(株)本社 |
3.実施内容
[1] 調査及び開発
従来品の設計課程及び製造課程を、過去の材料、高知工場や東大阪工場の関係者からの聞き取り等で実態調査を実施し、要改善項目をリストアップして対応索を取りました。
イ)駆動馬力の算出について
オイルフェンス本体の抵抗力は、色々な角度より検討した結果、当社の実験式
L:オイルフェンスの長さ(m)
V:速度(ノット)
が、正しい事を再度確認しました。
又、巻取機自身の慣性力は、あらかじめ計算方法をプログラム化し、その解して巻取機の慣性力GD2が、出力される様にしました。
この巻取機の所要トルクは、次式によって算出します。
この式によって、算出されるTの大きさより、使用するモーターの大きさを特定する事が可能となりました。
ロ)駆動軸の軸径の算出について
外輪主軸の形状より、外輪主軸に働く最大曲げモーメントMを求めます。次に使用するモーターの大きさより最大ねじりモーメントTを求め、このMとTより
を求め、MeとTeの大きい方をとって
の式より、必要な軸径を求めます。
中空軸の場合には
として、この式よりd1及びd2を求める。
ハ)斜材の座屈応力について
本体架台の斜材に働く座屈応力が最も大きいのでこの部材の強度を、一時的な強度の目安とします。
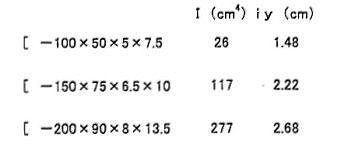
部材の最小断面二次半径iyと、最小断面二次モーメントIを次の様に設定します。
両端固定端のため、端末係数はn=4とします。
斜材の長さLは
の式より、θを求め
としてL(cm)を求めます。
次に
の条件の場合には、オイラーの式
n:端末係数
L:部材の長さ
E:2.1x106kg/cm2
I:最小断面二次モーメント(cm4)
W:座屈荷重
L/iy<180
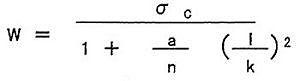
の条件の場合には、ランキンの式
を用いて、Wの値を求め
本体架台の強度計算プログラムより、出力される斜材に働く荷重が、このWより小さい時に、各設定部材が許容範囲内とします。
[2] 改良型巻取機の設計
従来品の手動式クラッチは、人の直接操作を必要とする為、非常に危険であり、低速回転軸にしか使用できない。その為、クラッチは設置場所が制約されており、現実には減速機の後にしか設置できません。又、設置する時、対応するトルクが、100kgfm以上となる為、使用クラッチの小型化が出来ない。など問題点がある。
改良型の設計に当りクラッチに必要なトルクを算出し、電磁クラッチを選定採用する必要があります。
旧
新
電磁クラッチの利点としては、遠隔操作の為、危険性が無く高速回転軸にも使用出来る。その為、クラッチは設置場所が自由に選定できます。又、設置するとき、対応するトルクが、2〜10kgfmとなる為、使用クラッチの小型化が実現し架台の歪みの問題も解決し、他の機材の導入も可能になりました。
今回E−16の巻取機の必要トルクを算出した結果、最小として3.05kgfmであるが衝撃荷重を考慮し、20kgfm(20G)を採用する。
[3] 重量計算プログラムの作成
各部材は、型式によって形状、寸法等が変化しますので、すべての部品の図面を揃えることは、不可能であり、その都度部材を計算によって設定することも不経済です。 よって、部材の選定方法をプログラム化し、重量計算プログラムとしてコンピューターに入力しました。
[4] 製造部門の分散化
新規作成図面で、巻取機を製造する能力を有する部門が、複数必要ですので、外注工場を捜しました。是永鉄工所(株)が、これに応じてくれました。
[5] 試作機の製造
新規図面より、試作機を製造設計の要求性能があることを確認しました。