2) ピストンリング
ピストンリングは2〜5本の圧縮リングと、1〜2本のオイルリングで構成され、圧カリングは高温高圧の燃焼ガスをライナとピストンとの隙間より逃がさないように気密を保つとともに、ピストンが受けた熱をシリンダに逃がす役目をしている。
ピストンリングの本数は、ピストンの往復運動に伴う摩擦損失を低減するため、従来の圧カリング4〜5本、オイルリング1〜2本の組合せから、最近の高速機関では圧カリング2本オイルリング1本の組み合わせが一般的となっている。
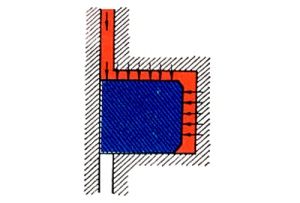
ピストンリングには、耐摩耗性に優れた特殊鋳鉄が使用され、リングの1カ所を切り、張力を持たすように作られており、常に自己の張力でシリンダ壁に密着しているが、2・56図に示す如く燃焼行程及び圧縮行程では更に燃焼ガスの圧力及び圧縮時の圧力がリングの上面と背面に加わるため、いっそう強くシリンダ壁に密着してガス漏れや圧縮漏れを防ぐと共に、オイル上がりを防ぐ役目もしている。
オイルリングはライナスカート部にはねかけられた潤滑油を、クランクケース側にかき落として余分な潤滑油が燃焼室に入るのを防ぐとともに、ライナ表面に適度な油膜を作り焼き付き防止の働きをしている。リングの表面には通常パーカライジング処理が施されているが中にはリングの摺動面や上下面に耐摩耗性のある硬質クロームメッキを施したもの或いは、初期なじみをよくするために摺動面に軟質メッキを施したものが作られている。
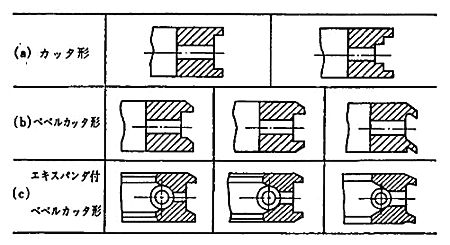
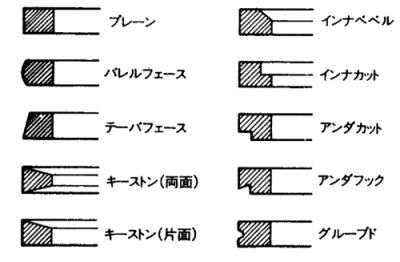
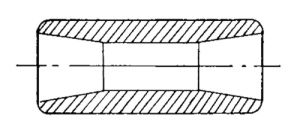
リングの断面形状及び、合い口形状には多くの種類のものがあり、機関メーカでは、機関の仕様に合わせて独自の組み合わせで使用している。代表的なものを2・58図、2・59図及び2・57図に示す。
2・56図 ピストンリングの作動
2・57図 ピストンリングの合い口形状
2・58図 オイルリングの断面形状
最近の高速機関では、上部のオイルリングにコイルバネの入ったエキスパンションリングを使用し、ピストンピン下のオイルリングを省略して、ライナとの摩擦損失を少なくしたものが多く使用されている。
2・59図 圧縮リングの断面形状
3) ピストンピン
ピストンピンは、ピストン頂面で受けた燃焼ガスの圧力を受け、これを連接棒を介してクランク軸に伝える働きをしている。このためピストンピンは、曲げと高い軸受け圧力を受けるので、表面硬度が高くでき且つ強靱な材料が要求される。一般には中空の肌焼鋼あるいは特殊鋼を表面焼き入れして使用している。
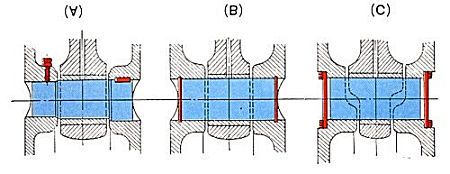
ピストンヘの取り付け方法には、固定式と、浮動式があり、固定式は2・61図Aに示す如くピストンピンをピストンピン穴に一定の締め代を持って押し込み、キー及びボルト或いはテーパピンで固定し動かないようにしている。
又浮動式は、運転中ピストンピンが自由に回転出来るよう何処にも固定せず同図B、Cに示す如くピストンボス両端にサークリップ又は押さえ板を取り付けて抜け出しを防止している。
2・60図 浮動式ピストンピンの形状
2・61図 ピストンピンの取付け方法
4) 連接棒(ロッド)
連接棒はピストンとクランク軸を連結し、ピストンが受けた燃焼圧力をクランク軸に伝えると共にクランク軸の回転運動をピストンの往復運動に変える働きをしている。連接棒は鍛鋼又はニッケルクローム鋼などの特殊鋼をI型断面の型打ち鍛造で造り十分な強度を持たせている。又大形では自由鍛造の丸形断面のものが多く使用されている。
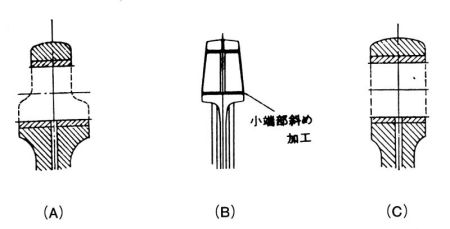
小端部には筒形メタルか鋼製裏金付きの軸受メタルを圧入し、ピストンピンの軸受けとしている。なお、最近の連接棒には、慣性質量を小さくし且つ小端部メタルの受圧面積を大きくするよう2・62図(A)及び(B)に示すように小端部の下側を大きくした台形のものが多く採用されている。
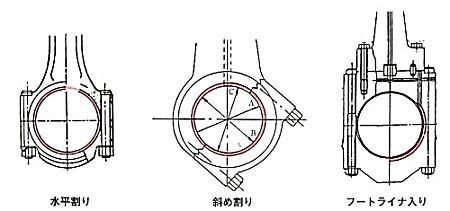
大端部は2つ割に加工され、大端部軸受けメタル(クランクピンメタル)を介して、2本又は4本の連接棒ボルト(ロッドボルト)で締付けクランクピンに連結されている。
なお、I断面の中心部には大端部から小端部へ潤滑油を送る油孔が加工されピストンピンやライナの潤滑、ピストン冷却などを行っている。大端部は従来は水平割り構造が多かったが最近の中高速機関はクランクピン径が従来のものより大きくなっており、整備時のピストン抜きが可能なように大端部は斜め割りとしている。
なお、斜め割りにした場合、合わせ面にはスベリ力が働くので合わせ面にセレーション加工を施し対処している。
2・62図 連接棒小端部の形状
2・63図 連接棒大端部の形状
5) 小端部メタル(ピストンピンメタル)
ピストンピンと連接棒を結合する軸受けであり、一般には燐青銅製の筒形メタルを、精密加工した小端部穴へ圧入し、メタル圧入後にピストンピンとの適正な隙間を確保するため内径をリーマにより仕上げ加工している。なお、最近の機関には鋼製の裏金を持つ軸受けメタルも使用されている。
6) 連接棒大端部メタル(クランクピンメタル)
大端部メタルは大端部軸受内に納められ、クランク軸のピン部にキャップを介して取り付けられクランク軸を回転させている。
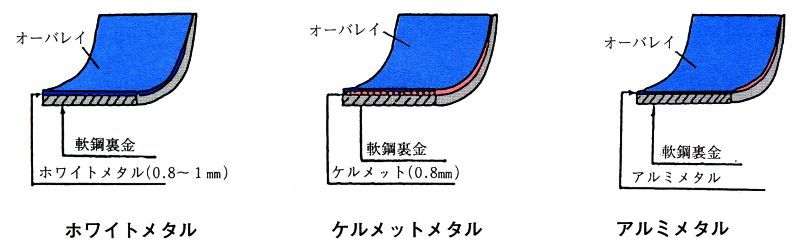
メタルには、衝撃荷重に耐え摩耗の少ない材料が要求され従来は、厚肉のホワイトメタルが使われていたが、最近の機関には高出力化により、クランク軸の軸受部を焼入硬化しているため、耐圧荷重の高いケルメットメタルが使われている。
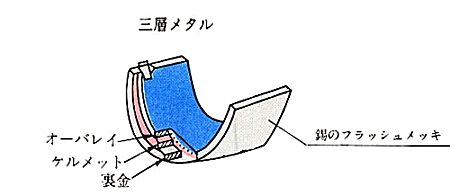
ケルメットメタルは2・64図に示すように軟鋼製の裏金にケルメット(銅鉛合金)を鋳込み表面に初期なじみと異物の埋没性を良くするために柔らかい鉛錫合金(ホワイトメタル)又は、鉛インジューム合金を0.02〜0.03mmの厚さでオーバレイを施し薄肉三層メタルとしている。
なお、最近は、耐食性、耐疲労強度がケルメットメタルより優れたアルミニウムを主成分としたアルミの3層メタルが使用されるようになってきている。
これらの薄肉三層メタルは完成メタルと呼ばれ、必ず一定の締め代と張り代をもっており、取り出した状態では、軸受孔より直径がやや大きく軸受孔に挿入すると、合わせ面がわずかに飛び出している。この飛び出し量をクラッシュ量といい、主軸受キャップを規定のトルクで締め付けるとクラッシュに相当する量が圧縮されて、軸受内面に密着し規定の寸法(真円)になる。したがってメタルの内径計測は規定のトルクで締め付けた後行わねばならない。
2・64図 ケルメットメタルの構成
(拡大画面: 31 KB)
2・65図 完成メタルの形状
7) 連接棒ボルト(ロッドボルト)
連接棒大端部にクランクピンメタルを介してクランク軸のピン部を連結する重要なボルトである。連接棒ボルトにはピストン及び連接棒等の往復運動部分の慣性力による衝撃的な引っ張り応力とともに曲げの力も受けるため、ニッケルクローム鋼、クロームモリブデン鋼など強靱な高張力鋼が使用されている。
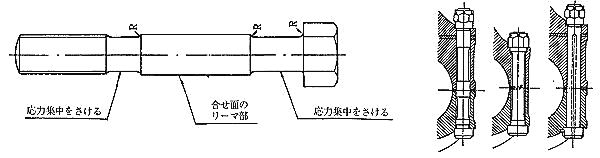
ボルトの形状は、2・66図に示すように、ねじ部やボルト頭部の付け根に集中する応力を分散させるため、外径をねじ底部径と同じ太さまで小さくすると共に、キャップ合わせ部分はリーマ合わせとし、曲げに強く、ずれない形状にしている。
(ロッドボルトの交換基準について)
ロッドボルトの折損はシリンダ・ブロックの破損等重大事故となるため外観上に異常がなくともメーカで決めている使用時間や、分解回数に達した時又ピストンや、クランクピンメタル等の焼き付き事故或はオーバラン事故等を起こした時には必ず交換し事故の未然防止を計る必要がある。
(拡大画面: 20 KB)
2・66図 連接棒ボルトの一例