2. 軸系装置
2.1 中間軸およびプロペラ軸の補修
(1) プロペラ軸の補修を行い得る欠陥、傷などは、軸表面に現われた非金属介在物か、欠陥、傷を除去したあとのくぼみの深さが軸径の1%(最大3mm)以下の場合のみである。
ただし、修正後の推定軸径は、機関規則による要求軸径より大であること。
(2) 欠陥、傷などの補修は、必ずラウンドオフとし、底には、深さの2倍以上の丸味をつけて仕上げなければならない。
(3) 補修を行なった部分は、染色浸透探傷または磁粉探傷を行ない、欠陥、傷は完全に除去されたことを確認する。
(4) 補修前に欠陥、傷などの見取図を作成して、検査官と協議してから補修工事を施工する必要がある。
2.2 プロペラ軸スリーブの腐食、対策
(1) 海水潤滑方式の場合、プロペラ軸スリーブの腐食が船尾管軸受の支面材(リグナムバイタ)の位置に当る個所に発生することがある。このプロペラ軸スリーブの腐食は、スリーブ表面にプロペラ翼数または、その倍数で軸方向に長い浸食が現われる。これはプロペラ軸の横振動に起因するスリーブ表面のキャビテーションなどによるものである。
プロペラ軸スリーブの表面がざらざらになるので、リグナムバイタの摩耗を著しく促進させる。
この対策として、船尾管内への冷却水量および圧力を増す。
(2) プロペラ軸スリーブの材質がステンレス鋼の場合、停泊時船尾管内への冷却水が流れていなかった為、スリーブ表面に電蝕が発生することがあるので、停泊時は間歇的に冷却水を流し、また就航時は十分冷却水量および圧力を確保する必要がある。
(3) 船尾管船首側の封水装置にグランドパッキング方式の採用する場合、プロペラ軸スリーブと船尾管パッキンとの摩耗によりスリーブ表面が深く摩耗することがあるので、プロペラ軸スリーブのパッキンとの摺動部は予めFRPなどでコーティングして保護する必要がある。
また、端面シール装置の場合、プロペラ軸スリーブが電蝕で腐食することがあるので、端面シール装置のプロペラ軸スリーブ摺動部にFRPなどでコーティングまたは防食ペイントを塗布して保護する必要がある。
2.3 プロペラ軸のゴム巻きの補修
プロペラ軸のゴム巻きの補修に関しては、検査官および船級協会の検査員と十分協議し、補修後第1種軸として使用するか否かも確認する必要がある。
1) 修理の範囲
修理可能な範囲は次の通りとし、それ以上のものは補修したとしても第1種軸としては認められない。
[1] あてきず及びあてきずによる切れ
傷の直径が軸径の半径に相当する円弧上の長さ以内の大きさで深さ6m/m以下のものとする。但し深さはゴム層の厚さの2/3をこえない範囲とする。
[2] 自然老化
製造後9年以上の経過したもので自然老化があるものは、修理をしても第1種軸として認められない。
[3] 自然亀裂、あり溝部の接着層のはがれ、またはその他の接着部の浮きは修理を行なっても第1種軸として認められない。
2) 補修方法
(1) ゴム材
修理を行なうには次の材料を準備しなければならない。
ゴム巻本体の材料が天然ゴム(NR)、クロロプレン系(CR)、プタジエン系(SBR)又はニトリル系(NBR)の何れに属する配合ゴムであるかを見分けて加硫ゴムに接着できかつ色相が同じであるように材料を選ばなければならない。
加熱方法によって相違があるが、ゴム巻き本体のゴムを劣化させないために若干量の加硫(硬化)促進剤を添加して加硫を速める必要がある。
(2) こて塗材又は刷毛塗剤
修理部分が比較的小さく、かつ深さが浅い場合には適当に配合した糊状又はぺースト状のゴムを使用してもよい。この場合ゴム糊が接着剤を兼ねることがあるので加硫ゴムと接着が良いことが必要である。
(3) 接着剤
加硫ゴムに接着し易い、吸水性の少ない接着剤を選ばなければならない。
(4) 修理する軸の準備
軸は修理部分を上向きに充分軸重量に耐える荷台上に静置する。修理部分を鋭利な刃物で断面が台形状になるよう切取り、ザンドペーパを用いて接着面をみがいておく。
次にこの部分をガソリンなどで拭い脱脂を行なう。脱脂は丁寧に2、3回行なう。
(5) 施工
上の準備が終ったときは次の作業に移る。
[1] 配合ゴム板による施工
予め用意した配合ゴム板を修理部分の大きさおよび厚さに重ね合せ裁断する。
a 接着剤塗布
修理部分に接着剤を均一に塗布する。2回塗りを標準とするが2回目の接着剤には新しく充填するゴムにて接着し易すくするために共糊を使用してもよい。2回目の塗布は1回目の接着剤が充分乾燥してから行なうこと。
b ゴム充填
接着剤が充分乾燥してから用意した配合ゴム板を片端から順次ステッチャーロール(ミシンロール)などを用い修理部分に充填、圧着しておく。この場合空気溜、隙間など無いように注意をしなければならない。
c 加硫(加熱)
前(4)項において準備した軸の修理部分のゴムが適正加硫を行なえるよう電器、又は赤外線加熱ランプなどの熱源によって加熱硬化させる
例として 1. 電熱による方法
2. 蒸気による方法
がある。
[2] こて塗剤又は刷毛塗剤による施行
前(4)項で準備した修理部分に別に用意したぺースト状のゴムを摺込むように充填する。充填した後加熱(加硫)を行なって硬化させる。常温硬化するように適当量の加硫促進剤を添加した場合は加熱しなくともよい。加熱するとき急激に温度上昇を行なうと発泡するので注意が肝要である。
刷毛塗剤の場合は1回の塗布量が厚さ0.3〜0.6mm位とし充分硬化してから次の塗布を行ない、所要厚さまで積層をつづける。塗布剤には常温硬化するよう加硫(硬化)促進剤を適当量配合しておくこと。
[3] 簡単な修理
きずの深さが1mm以内の場合にはサンドペーパなどで円滑に整形するか、前[2]の方法で充填修理を行なう。
(6) ゴムの物理的性質
[1] 修理に使用する配合ゴムは次の性質を保有すること。
・ 引張強さ 10MPa(102kg/cm2)以上
・ 伸 び 250%以上
・ 老化後の引張強さおよび伸びの変化率(老化条件±20%70℃96時間空気中)
・ 加硫済ゴムとの剥離強さ98N(10kg)/25mm以上
・ かたさ 70〜80
・ 吸水率 +15%以下
[2] 物理的試験方法
JIS K 6301に規定した方法による。
(7) 仕上げ
加硫が完了したならば加熱器具を取外し約40℃以下まで冷却をする。冷却後鉄やすり又はサンドペーパで修理部分を平滑に仕上げる。
(8) 検査
仕上後修理部分をテストハンマで軽くたたき打診により剥離又は浮きを検査する。
3) 補修記録の作成方法
ゴム巻補修記録用紙を客先の協力を得て確実に作成する。
記録を残すことにより推進軸の履歴を確実にし、安全な運転を確保することができる。
2.4 プロペラ軸のFRP巻きの補修
プロペラ軸のFRP巻きの損傷が発生した場合、つぎの要領で補修する必要がある。
ただし、補修前に検査官と協議して、工事を施工する必要がある。
1) SKSバインディングの補修方法
(1) 部分補修
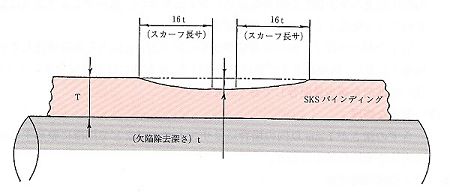
[1] 部分的欠陥が発見されt=1/3T以下の場合は、その部分をサンドペーパ又はグ
ラインダ等で削り落とし、SKSバインディング用の材料を用いて、7・7図の要領で補修を行う。
7・7図
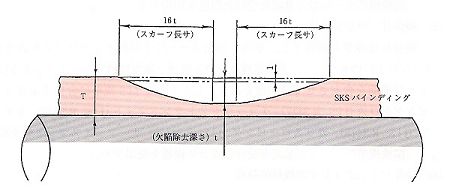
[2] 部分的欠陥が発見されt=1/3Tを超える場合は、その部分をサンドペーパ又はグラインダ等にて7・8図の要領で削り落とした後、全周にわたりグラインダ又は旋盤等で深さ約1mm程度削り落とす。次に、SKSバインディング用の材料を用いて、欠陥部を埋めた後、削り取った全周に樹脂とテープを2回巻きする。
7・8図
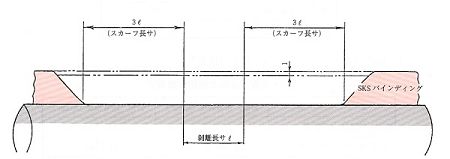
[3] 軸表面の剥離箇所が発見された場合は、その部分をサンドペーパ又はグラインダ等にて7・9図の要領で削り落とした後、全周にわたりグラインダ又は旋盤等で深さ約1mm程度削り落とす。次に、SKSバインディング用の材料を用いて、欠陥部を埋めた後、削り取った全周に樹脂とテープを2回巻きする。
7・9図
[4] その他の損傷については、検査官と協議検討の上、補修方法を明示し、検査官の指示にもとずいて施工する。
2) 全面巻替え
軸表面の剥離箇所が長さ1m内に4箇所以上発見された場合は、その間を全面巻替えとする。
3) 材料
(1) 樹脂
樹脂は、ハンドレイアップ法に適したSKS−V1及びSKS−P1樹脂とし、社内規格に定めた樹脂選定試験に合格したものを使用する。
(関検機第88−50号で承認を受けた樹脂を使用する。)
(2) 補強材(ガラス繊維)
補強材はガラス繊維とし、単繊維の太さ9μ以下の無アルカリ(アルカリ含有量0.8%以下)のものとし、表面処理はシラン処理(繊維に油分が含まないようにする。そして樹脂を含有させて透明度を出す)したものでJIS規格に合格するガラスロービングクロス(JIS.R3417)、チョップドストランドマット(JIS.R3411)、ガラステープ(JIS.R3415)、ガラスロービング(JIS.R3412)、サーフェイスマット等を用いる。
(関検機第88−50号で承認を受けたガラス繊維を使用する。)
(3) SKSバインディングの機械的強度
7・1表 SKSバインディングの機械的強度
| 試験科目 |
規格値 |
| 曲げ強さ N/m2 |
216以上 |
| 曲げ弾性率 N/m2 |
10,000以上 |
| 引張強さ N/m2 |
137以上 |
| 空ドウ率 % |
3以下 |
| 樹脂含有量 % |
49〜57 |
| カタサ (バーコル硬度) |
45以上 |
(4) SKSバインデイングの金属と樹脂の接着力
7・2表 金属と樹脂の接着力
| 素材 |
剪断,接着強度 (N/cm2) |
引張,接着強度 (N/cm2) |
| SS 41(軸材)との接着 |
980以上 |
980以上 |
| BC 2 (スリーブ材)との接着 |
980以上 |
980以上 |
2.5 プロペラ軸とプロペラとのはめあい
プロペラ軸とプロペラとの摺合せ検査は、プロペラ軸のテーパ部にブルーペイントを塗布し、プロペラ軸とプロペラとの共ずり合わせを行う。この時のコーン部の当り面は出来るだけ均等になるよう行う。
キー付きプロペラの場合テーパ部の当り面は75%以上とししかも1インチ面積当り5ヶ所以上当り面があること。
キーレスプロペラの場合、テーパ部の当り面は75%以上とし、しかも1インチ面積当り3ヶ所以上当り面があること。
もし、上記の当りが達成出来ない場合は、満足出来る当りが出る迄作業を繰返す。
この作業はプロペラの押込み作業と共に、プロペラ軸テーパ部のフレッテイングコロージョン防止上重要なことであるので、入念に行うこと。
2.6 プロぺラキーのはめあい
キー付きプロペラの場合、プロペラ軸にキーを取付け後プロペラ軸とプロペラボスのテーパ合わせと同じにキーのはめあい検査を行う。キー側面とプロペラボスとのサイドクリアランスは一般に0.00〜0.04mmであるが、出来るだけキー側面の当りは均等にし、85%を標準とする。
2.7 船尾管軸受
1) 海水潤滑軸受
海水潤滑軸受材としては、リグナムバイタ、ゴム、合成樹脂(フェノール樹脂、ナイロン、テフロン等)が使用される。
ここでは、リグナムバイタ軸受およびゴム軸受の採用の留意点について記す。
(1) リグナムバイタ軸受
リグナムバイタは熱帯地方に成育する自然木で、樹脂に満ち、繊維が極めてち密で、自己潤滑性に優れた軸受材である。比重が約1.2で海水に沈み、のこぎりでは容易に切れない堅さを有している。
リグナムバイタは、海水に浸漬すると、膨張するので、装てん時長手方向に伸びしろを軸受全長の1%程度見込む必要がある。リグナムバイタ片の円周方向の分割数は1片の幅の寸法を考慮して半円周で奇数とし、垂直眞下で合せ目にならないようにする。また上半分の軸受面は板目、下半分は変形がきわめてすくない木口面とするようにリグナムバイタ片を採取する。軸受長手方向は千鳥形状になるように配列する。軸受面に設ける長手方向の海水冷却みぞの形状は、摩耗により、通過面積の急激な減少をさけるため、UV形を使用する。
リグナムバイタの軸受性能の維持が、軸受摺動面の条件に大きく影響されるので、つぎの事項に注意する必要がある。
[1] プロペラ軸スリーブの材質として、CAC 407(BC2)+0.5%Niがリグナムバイタとの適合性が最も優れているのでこの材質のスリーブを採用すべきである。
[2] 軸受け摺動面への異物侵入を防止するには、艤装時に船尾管用の管系などは酸洗いを行なって、管内の付着部を完全に除去することはもちろんであるが、砂、汚物などが浮遊している港湾、河川などを航行する船舶にあっては、リグナムバイタの摩耗がいちじるしく促進されるので、少なくとも、こし器を通した清浄な海水の強制供給が必要である。また船尾管への送水確認のため、海水冷却管系にサイトクラスあるいは、圧力計の設置が望ましい。
(2) ゴム軸受
ゴム軸受の軸受間げきは、水中でのゴムの膨潤により軸受間げきが少なくなることがあるので、適正軸受間げきを十分保つ必要がある。
軸周速度に関しては、ゴム軸受は、軸周速度が速くなるにしたがって摩擦係数が小さくなる傾向にある。軸の始動時、および低回転時には、摩擦係数が大きいので、適正冷却水量を確保する必要がある。一般に、適正冷却水量の目安としてはつぎの式による
Q=(3〜3.5)Ds
Q:冷却水量 l/min
Ds:軸スリーブ外径 cm
冷却水の供給圧力は、軸心における海水圧十(0.1〜0.15MPa(1.0〜1.5kgf/cm2))程度を確保するのが望ましい。
冷却水ポンプは、ゴム軸受冷却用の独立ポンプによるか、または、ほかの海水冷却水ポンプから分岐して注水する。
艤装期間が長い船舶または、停泊期間が長い船舶では、艤装期間中、および係留期間中、ゴム軸受冷却水の通水路にフジツボなどが密生して埋まることがあるので、通水路の保守には、十分留意する必要がある。長期間停泊していた船舶で、冷却水の通水路にフジツボが埋まっていたのに気がつかず、軸を回転したところ、ゴム軸受を焼損した例がある。また、艤装中に水中で長期間軸を回転しないで放置したところゴムが膨潤してしまい、適正軸受間げきに直した例もあるので、ゴムの軸受の膨潤について十分検討する必要がある。
就航中の事故としては、冷却水管のこし器が目づまりしていたのに気がつかず、軸を回転したところ、ゴム軸受を焼損した例が報告されている。これらの事故の原因は、ゴム軸受への冷却水量の不足に起因するものが多いので、軸の回転中は、適正冷却水量を確保する必要がある。
ゴム膨潤量については、各メーカおよびゴム質によって異なるが、目安として、ゴムの膨潤量は次の式で表わされる。
△T=T・β・△t
△T:膨潤量 mm
T:ゴム厚さ mm
β:体積膨張係数:(20〜30)×10−5
△t:温度差 ℃
2.8 船尾管軸封装置
1) 海水潤滑軸受の場合
海水潤滑方式で、端面シール装置の場合、新造時の取付要領、配管要領、操作要領などについては、メーカの取扱説明書によるが、本船の艤装期間中及び運航中の取扱整備などについて記す。また、シール装置の異常発生時の対策について、7・3表に示す。
(1) インフレタブルリング(緊急用シール)漏れ検査
[1] 上架時
上架時はインフレタブルリングに0.3〜0.6MPa(3.1〜6.1kgf/cm2)の空気を徐々に供給し、送水管系より喫水圧の2倍相当の水圧を加えた後送水供給弁を閉め、シールリング部及び船尾管内に連続漏水が無いこと、及び空気圧力降下率が10%/hr以下であることを確認する。
[2] 下架時
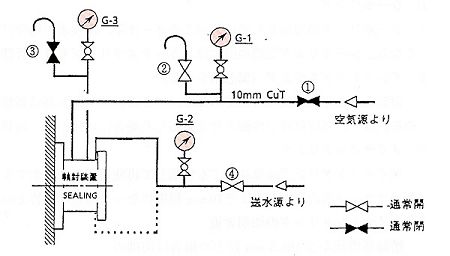
下架時は給水系統をすべて閉鎖し、インフレタブルリングに0.3〜0.6MPa(3.1〜6.1kgf/cm2)の空気を徐々に供給し、弁の開放により船外からの漏水が無いことを確認する。(7・10図参照)
7・10図
(2) シールリング漏れ検査
[1] 上架時は1項と併せて確認する。
[2] 下架時は運転中と同じ状態にし、連続漏水の無いことを確認する。
(3) 運転前準備
[1] インフレタブルリング内の空気が開放されていることを圧力計(G−1)で確認し、給気弁[1]を閉鎖すると共に、空気逃がし弁を全開する。
[2] 空気逃がし弁[3]を開きシール装置内の空気抜きを行う。
[3] 送水供給弁[4]、及び船尾管に至る海水元弁を全開にする。
[4] 冷却送水ポンプを運転する。
(4) 保守点検
[1] 運転中は定期的に封水状況の確認を行う。若干の漏れは潤滑、冷却をよくするため最もよい状態である。
[2] 上架前には必ずインフレタブルリングの作動確認を軸停止時に行う。
[3] インフレタブルリングの空気圧を長時間にわたって0.8MPa(8kgf/cm2)以上にしないこと。また、軸回転中には絶対に作動させない。
[4] シール装置近傍に必ず集電装置を設置し、油分の付着や作動不良の無いよう保守点検は充分に行うこと。
[5] 送水管系の海水管及びバルブ類は、それぞれ汚れに応じ適宜掃除のこと。
[6] 火炎、火の粉が直接シール装置にかからないよう火気取扱に注意のこと。
(5) 部品取替え基準
漏水が著しく(100〜200l/day)、数日以上続きかつ改善の兆侯が認められない場合には、シールを点検し、必要に応じて部品交換あるいは修正を行い、必ず予備品を補充のこと。
[1] シールリング
シールリングの寿命としてはおおよそ2〜4年、深喫水の場合は多少これより早くなる。シールリング交換の際には、ガータスプリングも併せ新替えのこと。
[2] インフレタブルリング(緊急用シール)
おおよそ5年程度使用可能であるが、できるだけ軸抜き時に新替えすることを勧める。万一、軸回転時に作動させて破損した場合には速やかに新替えのこと。
[3] メイティングリング
メイティングリングは摩耗しても切削して再使用することができる。切削量が大きくフランジ部肉厚がおおよそ10mm程度になった場合は新替えのこと。
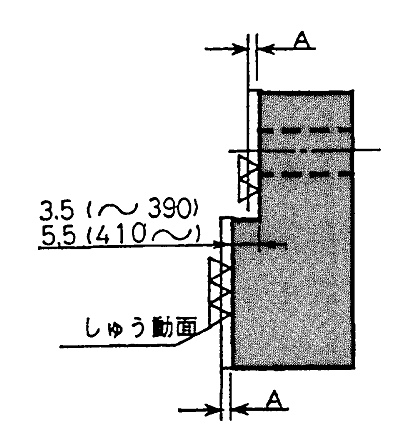
メィテイングリングの切削要領 摺動部摩耗深さが0.5mm以上の場合は切削のこと。切削は7・11図の如く摺動面切削量Aと同量取付フランジ面の切削を行う。
7・11図
[4] Oリング
傷、接着部のはがれや異常変形がなければ4年程度使用できる。ケーシング開放時に状況判断の上新替えのこと。
2) 油潤滑軸受の場合
リップ式軸封装置の新造時の取付要領などについてはメーカの説明書によるものとする。
本船の艤装期間中および運行中の取扱い、整備などについて記す。
(1) 進水後の注意事項
進水後の艤装期間中の注意としてつぎの処置を行う必要がある。
[1] 船首側シールライナとケーシング間から異物が入らぬようカバーをする。
[2] 船尾側シールは、進水までカバーをしておき、進水後、長期間にわたる場合は、かき、ふじつぼ、などの繁殖を防ぐため適当な処置をする。
[3] 艤装期間中、シールリングに高い油圧がかかるのを防ぐ処置をする。例えば、配管の適当な個所で油を抜き、油圧を下げる処置をする。
(2) シールライナの摩耗
シールライナは使用中、シールリングとの摺動部が摩耗し、また外的な要因により、シールライナ外径を修正機械加工することがある。この場合7・6表の値まで加工できる。またシールリング内径は、スプリングによってしめしろを調整する必要がある。
(3) 運行中の点検事項
運行中の点検事項および異常状況と、その対策については7・4表に示すので、同表に基づき点検を行う必要がある。また異常と認められる状況についての原因と対策は7・5表に示す。
7・3表 シール装置の異常形態と対策
| 項目 |
点検方法 |
正常な状態 |
異常の確認 |
異常の原因 |
対策・処置 |
1.
メ
イ
テ
ィ
ン
グ
リ
ン
グ
温
度 |
メイティングリングの摺動部を手で触ってみる。 |
注水温度+20℃以下 (Max.50℃以下)摺動部になじみが出るまではやや発熱することがある。 |
手で触れない程の温度上昇及びゴムの焼けたような臭いを伴う場合は水をかけて冷却し,一日程度様子をみる。状況に変化がなけれ
運転を停止し,対策処置を行う。 |
過大送水による圧力上昇 |
送水圧力の調査を行う。(項目3参照) |
| 非常用シールが作動している。 |
空気管系の元弁を締め非常用シール内の空気抜きを行う。なお,作動状態で運転すると破損するので早い時期に取替えを行う。 |
| 船尾への漁網の巻き込み。 |
漁網,異物などの除去を速やかに行う。 |
| シールリング外周側摺動部に設けられた溝の詰まり。 |
メイティングリングを外し,シールリング溝の掃除をする。 |
2.
海
水
漏
洩
量 |
軸停止時及び運転中に漏れ量を目視にて確認する。 |
若干の漏れは正常です |
運転中の漏水が軸と伴流するようになったり,飛散するようになる場合は許容漏れ量を越えている異常状態なので運転を停止し,状況の確認及び処理を行う。 |
摺動面への異物のかみ込み。 |
摺動部のスラリ及びメイティングリング二つの割部
のパッキン類のはみ出しなどに注意し掃除する。 |
| 形番 |
運転中 |
停止中 |
シールリングの変形。(運搬,保管が悪い場合) |
変形箇所に熱湯 (70〜80℃) を注ぎ修正する。 |
| 〜190 |
40 |
30 |
摺動面のなじみ不良 |
運転状態を確認する。(取付初期) |
| 210〜310 |
50 |
40 |
シールリングの異常摩耗
シールリップ部の摩耗 |
シールリングの新替えを行う。 |
| 330〜 |
80 |
50 |
メイティングリングの摩耗過大。(摩耗量 0.5mm以上) |
切削加工を行う。緊急の場合は,ペーパ又はグラインダなどで摺動面を平滑に修正する。 |
単位はl/day
なお,新規装着時及びシールリング交換,メイティングリング削正時の漏れはわずかに滴下する程度である。
軸スリープとシールリングとの接着面 (非摺動部) からの漏水はゼロである。 |
シールリングの追随性不良。(寒冷時) |
熱湯を注ぎ,ゴム硬度を下げる。 |
| シールリング内周面への異物かみ込み。 |
シールリングを手前に出し,軸スリープ及びシールリング内周部の異常を確認しペーパがけ及び掃除を行う。 |
| ゴム接着部のはがれ。 |
予備シールリングと交換する。 |
3.
シ
ー
ル
部
水
圧 |
送水圧力及びシールボックス圧力を確認
する。 |
〔送水圧力〕
シール装置入口近傍
喫水圧+0.01〜0.03MPa
シールボックス圧力
喫水圧+0〜0.02MPa |
メイティングリングの発熱。
急激な漏水。
ゴム軸受の損傷。 |
非常用シールが作動している。 |
前項参照 |
| 船尾への漁網の巻き込み。 |
前項参照 |
| 過大な送水。 |
圧力調整を行う。(軸受への最低必要冷却水は確保の事) |
| シール装置及び軸受の通水部の目詰まり。 |
メイティングリングを外し,シール装置内部の点検を行う。(かき,ふじつぼなどの完全除去) |
4.
イ
ン
フ
レ
タ
ブ
ル
リ
ン
グ |
一年毎 (入渠時) 軸停止状態で,0.3〜0.6MPaに加圧し封水性能を確認する。 |
空気圧力降下 (配管系) は10%/hr以内
連続漏水がない。(ケーシングのエア抜きで確認する。) |
空気圧力が保持できない。空気系エア抜きラインより海水が逆流してくる。加圧しても封水不能。 |
運転中の加圧(誤作動) |
早い時期に新替えを行う。通常は乾ドックで行うが緊急を要する場合は,船尾部へ詰め物をし船内への漏水を止め,洋上においてインレタブルリングの交換を行う。 |
| 非常用シールを使用後,空気封入のまま運転。 |
| 加圧不足。 |
給気圧力を上げる。(最大1.0MPa) |
| 送水管系の弁類の締め忘れ。 |
弁類の操作を確実に行う。 |
7・4表 運航中の点検事項および異常と認められる状態
| No. |
点 検 事 項 |
点 検 間 隔 |
No. |
異 常 と 認 め ら れ る 状 態 |
| 1 |
軸受本体または船尾管油温の点検 |
1日に1回 |
a |
軸受本体で70℃以上または船尾管油温で60℃以上のとき |
| 2 |
ストレーナの点検 |
1ヶ月に1回 |
b |
ストレーナにホワイトメタルを認めたとき |
| c |
ストレーナに海水の侵入を認めたとき |
| 3 |
船尾管用潤滑油動力タンク油面の点検 |
1日に1回 |
d |
船尾管用潤滑油重量タンク油面が12l/day相当以上上昇するとき |
| e |
船尾管用潤滑油重量タンク油面が12l/day相当以上下降するとき |
| 4 |
前部シールの油タンクの油面の点検 |
1日に1回 |
f |
前部シールの油タンク油面が12l/day相当以上上昇するとき |
| g |
前部シールの油タンク油面が12l/day相当以上下降するとき |
| 5 |
前部シールの油温またはケーシングの温度点検 |
1日に1回 |
h |
NBR使用の場合で前部シールの油温が70℃以上,またはケーシングの表面温度で約65℃以上のとき |
| i |
フッ素ゴム使用の場合で前部シールの油温が90℃以上,またはケーシングの表面温度で約85℃以上のとき |
7・5表 異常発生の原因とその対策
| 異常と認められる状態 |
原 因 |
安 全 対 策 |
運航中の
応急対策 |
| No. |
a |
b |
c |
d |
e |
f |
g |
h |
I |
| [1] |
● |
|
● |
● |
|
|
|
|
|
船尾館内への海水の浸入 |
・No.1,N0.2シールリングの点検取替
・後部ライナの取付誤差の点検,修正
・ライナおよびケーシング取付ボルトの点検,パッキンの取替
・海水冷却式のクーラの点検,修理 |
主軸回転速度のスローダウン |
| [2] |
● |
● |
|
|
|
|
|
|
|
軸受の損傷 |
・入渠時補修またはリメタル |
主軸回転速度のスローダウン |
| [3] |
|
|
● |
|
● |
|
● |
|
|
潤滑油系統の不良 |
・不良箇所の修理 |
|
| [4] |
● |
|
|
|
|
|
|
|
|
潤滑油の汚濁 |
・潤滑油の洗浄または新替 |
|
| [5] |
|
|
● |
|
● |
|
|
|
|
後部ライナ取付不良 |
・ライナの取付誤差の点検,修正 |
|
| [6] |
|
|
● |
● |
|
|
|
|
|
#1,#2シールリングの損傷または異物のかみこみ |
・シールリングの点検,異物の除去または取替 |
船尾管内の油圧を上昇させるためビニール管を仮設する |
| [7] |
|
|
|
|
● |
|
|
|
|
#3シールリングの損傷または異物のかみこみ |
・シールリングの点検,異物の除去または取替 |
船尾管内の油圧を下降させるためビニール管を仮設する |
| [8] |
|
|
● |
|
● |
|
|
|
|
各パッキン不良 |
・ライナおよびケーシング取付ボルトの点検,パッキンの取替 |
|
| [9] |
|
|
● |
● |
● |
● |
|
● |
● |
クーラの不良 |
・点検,修理 |
潤滑油用クーラの使用を止める |
| [10] |
|
|
|
● |
|
|
● |
|
|
前部シールのポンピングアクション |
・前部ライナ取付位置および取付精度を点検,適正位置へ修正,軸系アライメント修正 |
|
| [11] |
|
|
|
|
● |
● |
|
|
|
前部ライナが船首側に抜き出ている |
・適正位置へもどす |
停船しライナ位置を適正位置にもどし確実にボルト締めする |
| [12] |
|
|
|
|
● |
● |
|
● |
● |
#4シールリングの損傷または異物のかみこみ |
・シールリングの点検,異物の除去または取替 |
前部シールの油タンクの空気抜きを封じ一時的にNo.5シールリングで密封する |
| [13] |
|
|
|
|
|
|
● |
● |
● |
#5シールリングの損傷または異物のかみこみ |
・シールリングの点検,異物の除去または取替 |
|
| [14] |
|
|
● |
|
● |
● |
● |
|
|
ライナの異常摩耗 |
・各ライナを再加工または取替 (前部ライナの場合は船尾側へ移動させて使用する) |
|
| [15] |
|
|
|
|
● |
● |
|
|
|
前部ライナ取付不良 |
・前部ライナの取付け誤差の点検,修正 |
|
本表の使用方法
7.4表により運航中の点検を行い異常をみつけた場合には、a〜iのうち異常が発見されたその項目について、7.5表のNo.[1]〜[15]の丸印をつけたものより原因をみつけその対策がわかります。
7・6表 シールリング内径とライナ修正加工代 単位:mm
| TYPE |
ライナ外径 |
シールリング内径
(スプリング付) |
締しろ |
ライナ
修正しろ |
TYPE |
ライナ
外 径 |
シールリング内径
(スプリング付) |
締しろ |
ライナ
修正しろ |
| 125 |
125 |
121.5 |
3.5 |
1.5 |
500 |
500 |
495.5 |
4.5 |
1.5 |
| 155 |
155 |
151.5 |
3.5 |
1.5 |
530 |
530 |
525.5 |
4.5 |
1.5 |
| 170 |
170 |
166.5 |
3.5 |
1.5 |
560 |
560 |
555.5 |
4.5 |
1.5 |
| 190 |
190 |
186.5 |
3.5 |
1.5 |
600 |
600 |
595.5 |
4.5 |
1.5 |
| 200 |
200 |
196.5 |
3.5 |
1.5 |
630 |
630 |
625.5 |
4.5 |
1.5 |
| 220 |
220 |
216.5 |
3.5 |
1.5 |
670 |
670 |
665.0 |
5.0 |
2.0 |
| 240 |
240 |
236.0 |
4.0 |
1.5 |
710 |
710 |
705.0 |
5.0 |
2.0 |
| 260 |
260 |
256.0 |
4.0 |
1.5 |
750 |
750 |
745.0 |
5.0 |
2.0 |
| 280 |
280 |
276.0 |
4.0 |
1.5 |
800 |
800 |
794.5 |
5.5 |
2.5 |
| 300 |
300 |
296.0 |
4.0 |
1.5 |
850 |
850 |
844.5 |
5.5 |
2.5 |
| 330 |
330 |
326.0 |
4.0 |
1.5 |
900 |
900 |
894.5 |
5.5 |
2.5 |
| 355 |
355 |
351.0 |
4.0 |
1.5 |
950 |
950 |
944.5 |
5.5 |
2.5 |
| 380 |
380 |
375.5 |
4.0 |
1.5 |
1,000 |
1,000 |
994.5 |
5.5 |
2.5 |
| 400 |
400 |
395.5 |
4.5 |
1.5 |
1,060 |
1,060 |
1,054.0 |
6.0 |
2.5 |
| 420 |
420 |
415.5 |
4.5 |
1.5 |
1,120 |
1,120 |
1,114.0 |
6.0 |
2.5 |
| 450 |
450 |
445.5 |
4.5 |
1.5 |
1,180 |
1,180 |
1,174.0 |
6.0 |
2.5 |
| 480 |
480 |
475.5 |
4.5 |
1.5 |
1,250 |
1,250 |
1,244.0 |
6.0 |
2.5 |
(注)ライナの真円度、円筒度は5/100mm以内、表面粗度1.5S〜3.0Sとする。