第7章 軸系装置およびプロペラ
1. 据付調整
一般に軸系装置と言われるのは、主機関あるいは減速機出力軸端から後のプロペラヘ動力を伝達する軸およびそれに関連する装置の総称である。(7・1図参照)
7・1図 軸系装置の構造
ここでは軸系装置の据え付け要領などについて述べるが、船舶の動力システムを安定して継続使用する為の重要な仕事の一つと言える。
1.1 プロペラ軸およびプロペラの取付け
(1) プロペラ軸の取付け
・ プロペラ軸は船尾管船尾側又は船首側から船尾管に挿入する。
・ プロペラ軸船首側ネジ部及びカップリングテーパ部に保護具を取り付ける。また、プロペラ軸のプロペラネジ部及びテーパ部に保護具を取り付ける。保護具は木製すのこ、またはキャンバス巻とし、その外径はスリーブ径より小さくし、針金で固定する。
プロペラ取付時取外す。
・ 船尾管軸受が海水潤滑方式の場合、リグナムバイタ支面材はグリースを塗布し、またゴム軸受は中性洗剤を塗布する。
・ 船尾管軸受が油潤滑方式の場合、油を塗布する。
・ プロペラ軸挿入時、軸封装置を軸に入れること。
・ プロペラ軸挿入時には、スリーブ、ゴム巻き部及びFRP巻き部は損傷防止に注意すること。
7・2図 プロペラ取付部の構造
(2) プロペラ軸テーパ部の清掃
清掃後テーパ部に油を塗ってはならない。
(3) ゴムパッキンの取付
海水が浸入し、クロスマークが発生して折損事故につながるおそれがあるので、取付には十分注意する。
(4) プロペラの取付け
プロペラ軸のキーを上側にすると作業しやすい。
(5) ナットの取付け
(イ) ナットを1/3〜1/2ねじ込む。
(ロ) プロペラを前方へ押す。
・ 小型の場合は手で直接押す。
・ 大型の場合はナットとプロペラボスの間に楔状のものを押しこむかテコを用いて押しこむ。
尚、最近油圧ジャッキとダイヤルゲージを使用した押込方法が普及してきた。この方法はプロペラ軸損傷例のうちでも特に起りがちなプロペラ取付テーパ部のフレッティングコロージョン(微動腐食)やキーミゾの亀裂の危険を解消するため、所定の計算式によって押込量を計算し、工事に当たっては押込過程における押込量と荷重の関係を確認しつつ行い、テーパ部の肌付きの状態(押込量0)を材料力学的な見地から決定すると共に押込み途中の異常をこれによって判断する。油圧ジャッキ取付けの一例を以下に示す。(7・3図)
7・3図 油圧ジャッキ取付け例
押込量の計算式は船舶機関規則や日本海事協会鋼船規則で規定されており、これには押込量の上限および下限と参考のため予想押込荷重が示されている。上限はプロペラ内面で材料が降伏したり、プロペラ翼根元に危険な応力が生じない安全な値の限界であり、下限はプロペラのトルクおよび推力に対して満足な値である。また予想押込荷重は油圧ジャッキや圧力計の計画に役立つ。即ち、油圧ジャッキや圧力計などは予想荷重に対し余裕をとる必要はあるが、計測誤差を考慮して適切なものでなければならない。
(ハ) ナットを充分に締め付ける。
(ニ) プロペラボス端面がスリーブの合マークに必ず合うまで押し込む。
(ホ) キーレスプロペラの場合、プロペラ押し込み計算書により、押し込み時のプロペラ及びプロペラ軸を確認して押込量をきめ、押し込む。
(へ) ナットは締マークまで締めること。
(6) ナットの廻り止め(セットボルト)施行
7・4図
(7) プロペラ軸位置確認
図面と照合しプロペラ軸カップリング端から船尾隔壁端面までの寸法を決め、この寸法を記録し、進水後もプロペラ軸の位置を確認できるようにする。
(8) 船尾管パッキン取付け
スタンチューブ封水装置には端面シール型が普及しているが、全体としては、やはり構造の簡単なグランドパッキン式が大半を占めている。グランドパッキンに関するトラブルには、海水漏洩量の増大、軸スリーブの摩耗、パッキンの共廻りなどがあるが、これらを改善するため、以下パッキンメーカの推奨する取扱いの要点を述べ、参考に供したい。
グランドパッキンを締めた場合のパッキンと軸との接触面圧は7・5図のようにグランド側から奥に行くに従って順次面圧が低くなり、シール作用で重要な奥の方のパッキンの面圧が不足する傾向にある。これにより漏洩量の増大やパッキンの共廻りが生じやすい。このためグランドパッキンの締付けが過大になりがちでグランド近くの面圧が高くなり軸スリーブ摩耗を生じやすい。従ってパッキン取付時には手前から奥まで面圧がなるべく一様になるように努める必要がある。
次にパッキン取付時から運転時までの要点を順を追って述べる。
(イ) パッキンの切断は軸外周に巻付けて、パッキン厚さの1/2程度長目に切る(7・5図参照)。そしてばらばらにならないように糸でしばる。
(ロ) パッキンはパッキン箱の寸法に合ったものを使用すべきであるが太さの調整が必要な場合でもハンマ等で叩いてはならない。
(ハ) パッキン挿入時には、切口を120度ずつずらして合せ面を突き合わせて外周に張らすようにして一番奥から1本ずつ木片を当てて、軸になじませながら圧縮していく。
(ニ) 進水時にはグランドを取付け、ナットを掛けて指で一杯に締めた後、片締めにならないようにスパナでパッキン箱深さの5%を目安に追締めする。
(ホ) 進水後、漏れの状態を見て徐々に増締めする。
(ヘ) 航海中は少しずつ締付け、一度増締めすると15〜30分ぐらいは様子を見る。漏洩量は軸径にもよるがパッキン摺動部の潤滑、冷却の点から5〜10l/Hを目安に調整するとよい。
1.2 プロペラの摺合わせ……(メーカから現地へ直送の場合)
(1) メーカから直送の場合は摺合わせが必要である。当りは75%以上を確保すること。
(2) Oリング、パッキンの締代が充分かどうか点検すること。
7・5図 パッキンと軸との接触面圧及び切断例
1.3 プロペラ取付上の注意事項
(1) 浸水防止のためゴムパッキンは必ず規定のものを使用すること。
(2) プロペラナットの締付面にまくれ等がないことを確認すること(浸水の原因となるので)。
(3) ネジの焼付き防止のためナットのねじ部に柔らかいモリコートを塗る。
(4) プロペラボステーパ部の空所にグリースを充填する。但しテーパ部に油がつかないようにすること。
(5) プロペラの冠にグリースを充填する。
1.4 船尾廻りの配管についての注意事項
(1) 船尾管外周船首側上部の注水管配管は造船所で施行することになっている筈であるから、これが確実に施行してあるかどうか確認する。
船尾管内に異物が混入するとスリーブ、リグナムバイタの損傷や摩耗の原因となる。
また水がよどみ電食の原因となるので注意しなければならない。
(2) 水冷却式中間軸受の配管も造船所側施行の筈であるからこれが確実に行われているかどうかもよく確認すること。(軸受損傷の原因となるので)
1.5 船尾廻り取付け済みの場合の確認事項
(1) 廻り止めの確認
(イ) プロペラ
(ロ) プロペラ軸カップリング
(ハ) 船尾管ナット
(ニ) ロープガード
(2) プロペラ及び組立型軸継手に挿入するゴムパッキンの確認
(イ) プロペラのOリング
(ロ) カップリングのOリング
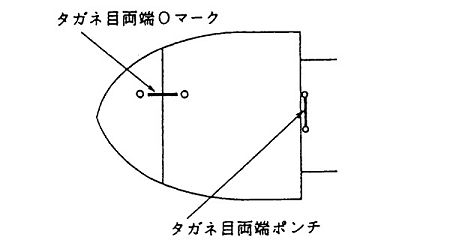
(3) プロペラの締付けの確認(締めマークの確認)
(イ) スリーブ後端部付近のタガネマーク(両端ポンチ)
(ロ) プロペラナットのタガネマーク(両端○マーク)
(4) 船尾管の取付け確認
取付面がトモ、オモテ共確実で直角に合わされていること。
1.6 プロペラ軸および中間軸の芯出し取付け要領(浮芯の場合)
(1) 進水前プロペラ軸を船尾管に挿入した状態で、船尾管船首側のすきま(上下左右)を記録する。
(2) 進水後48時間以上経過してから着工すること。
(3) プロペラ軸の位置決め
プロペラ軸カップリング端面からトモ側隔壁端面までの寸法を図面通りにとる。
(4) プロペラ軸が自重で下った状態とし、船尾管船首側の左右すきまを均等に保つ。(通称ベタ置きと言う)
(5) プロペラ軸スリーブ部は船尾管挿入前まではキャンパス巻きなどで保護する。
(6) プロペラ軸を船尾管に挿入に先立ち船尾管内面を掃除する。
(7) 船尾管軸受の支面材がリグナムバイタの場合はグリースを十分に塗布する。
(8) 船尾管グランドパッキンの締付け 片締めすることなく正確に締める。
内径パス等を使用して、パッキングランド、船尾管端面間の寸法を点検しながら平均に締付ける。
(9) 調整後の寸法記録
上下、左右の隙間をスキミゲージで計測して記録する。
7・6図
(10) 中間軸の保持
中間軸を所定の位置におき両端付近をジャッキローラまたはヤゲン台で保持する。
中間軸のカップリングはプロペラ軸カップリングとインロがかわる程度離しておく。
中間軸が短い場合(1m以内)であれば機関と一体物と考えてよい(つけておく)。
(11) 中間軸のカップリングの芯出し
(イ) 中間軸をジャッキローラで保持した場合
中間軸のカップリングにダイヤルゲージを取付け、中間軸を廻してプロペラ軸カップリングの外周をみる。
(ロ) 中間軸をヤゲン台で保持した場合
中間軸及びプロペラ軸のカップリングにストレッチまたはスコヤをあてて外周を見る。
測定個所は90°間隔4ヶ所とする。
両カップリングの径は加工時の寸法差が多少あるのでその差(スキマ)が均一になるように芯を出す。
(12) 中間軸の曲り(面)の調整
厚さ7mm程度のスキミゲージと標準スキミゲージを併用して両カップリング取付面間のスキマを測定する。(ダイヤルゲージを使用し外周と併行して測定する方法もある)
(13) 中間軸の位置決め
中間軸受を中間軸にそわせ、高さ及び横振れをみて位置を決める。
高さの調整は中間軸受本体ジャッキボルトで行なう。
(14) 中間軸受の位置決め
中間軸仕上がり面の中央におく。
中間軸はオモテ側に7mm位移動しているのでこの分を考慮して中央になるように位置を決める。
(15) 中間軸受内部への防塵処置を施す。注油蓋などはテープなどを貼る。また軸受の両端面は油のしみたコットンロープなどを巻き付ける。
(16) 中間軸の取付け
(イ) 取付カップリング面のまくれを取る。(油砥石又は油目鑢(ヤスリ)を使う。)
(ロ) カップリング合せ面に少量の油を塗り、合マークを合わせ、規定リーマボルトをトモ側から差込み、平均にそして充分に締付ける。
(ハ) プロペラ軸とパッキングランドとのスキマ点検をして前の数値と比較する。(前の数値と異なったら修正する。)