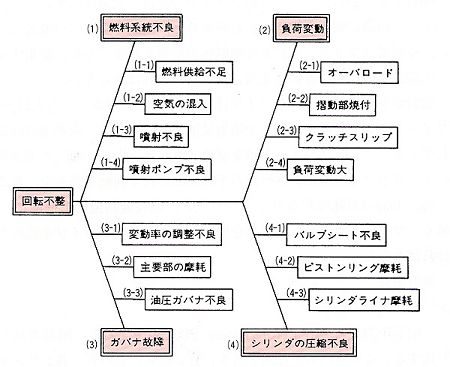
2.5 負荷運転中の回転不整
1) 燃料系統不良
(1) 燃料供給不足
a) 燃料不足
燃料タンク内の燃料が少なくなると空気が混入して不整回転を生じ、停止する。
b) 燃料配管径の細過ぎ
パイプ内径が規定寸法以下の場合は、最大出力付近での運転中に回転が不整を発生することがある。
これは機関が必要とする燃料の量が瞬間的に不足して回転低下し、その間に必要量が充足されて回転上昇復帰し、再び不足となり回転低下する。この繰り返しにより、回転が整定しなくなるので、燃料配管内径は必らず規定寸法以上のものを用いなければならない。
c) 燃料濾器の詰まり
フィルタエレメントの目詰まりは、通過面積が大巾に減少するので前項同様に回転不整現象を起こす。
エレメントの清掃又は交換する。
d) フイードポンプの不良
ポンプのピストン、バルブなどが摩耗すると、大はばに吐出性能が低下するので、必要量を供給充足できなくなり、回転不整現象を生じる。フイードポンプを交換するか、又は分解修正しなければならない。
(2) 空気の混入
燃料タンクから、フイードポンプまでの間は、大気圧以下になり、燃料を吸入している。この間に微細な燃料油もれがあると、空気を少しづつ吸入して、回転不整となり、やがてはプランジャによる噴射圧力が得られなくなり、停止する。
配管途中の燃料油もれは完全に修理しなければならない。
噴射ポンプの余剰油戻しパイプは、通常、フイードポンプの入口へ接続しているが、フイードポンプの吐出量低下や噴射量増大した場合は、余剰油の戻り量が極端に減少してくる。この時にフイードポンプのサクション力により、本来プランジャで圧送すべき燃料がフイードポンプヘ、若干吸い戻されて回転不整を生じることがある。
特にPme(正味平均有効圧力)を上げた高性能高過給形機関に、この傾向が生じ易く、フイードポンプの吐出量を増すか、余剰油戻しパイプを燃料タンクヘ接続しなければならない。
(3) 噴射不良
a) 噴射圧力の低下
噴射圧力が1.0 MPa(10.2kg/cm2)以上低下すると、噴霧不良となり、燃焼が悪化する。この傾向は多孔式ノズルに特に顕著に表われ、各シリンダ間に燃焼のバラツキを生じて、不整回転を起こす。減筒テストを行なって不良シリンダを探がし、噴射圧力を修正する。
b) 噴霧不良
ノズル不良や送出弁の不良により、噴霧が悪化して各シリンダ間に、燃焼のバラツキを生じると回転不整となる。この傾向は前項同様に、直接噴射式に用いられる多孔式ノズルで発生し易いので、定期的にノズルの点検をしなければならない。
噴霧不良は前項同様に減筒テストにより、不良シリンダを探がして、修理する。
(4) 噴射ポンプ不良
a) シリンダ間の噴射タイミング狂い
燃料カム山及びタペットが摩耗すると、シリンダ間のタイミングが大巾に狂い不整回転を生じ易くなる。
ユニットポンプの場合は、ある程度の範囲内で、それぞれのシリンダ毎にタイミングを調整して修正できるが、列形ポンプに於ては、ポンプテストスタンド上で修正しなければならない。いずれにしても摩耗量が0.5mm以上の場合は、カム山表面の焼入れ硬化層が殆ど失われているため、カム軸を交換しなければならない。
b) シリンダ間の噴射量不均等
プランジャの摩耗、膠着、バネ折損のほか送出弁や送出弁バネ折損を生じた場合は、各シリンダ間の噴射量に大きな差異を生じて、不整回転を起こす。
減筒テストにより、不良シリンダを探がして修理しなければならない。
プランジャの摩耗や腐食、膠着などは交換修理しなければならないが列形ポンプの場合は、テストスタンド上でタイミング、噴射量などを調整しなければならない。
噴射量は±3%以内に各シリンダ共に入るように修正する。
ユニット式の場合は、交換修理後に各シリンダのヘッド出口における排気ガス温度を30℃以内に入るように、微量調整しなければならない。いずれも定格又は、連続最大出力及び回転速度で調整する。
c) コントロールラックの作動不良
コントロールラックはどの位置においても、円滑に軽く作動しなければならない。コントロールラックの作動に渋りがあると、円滑に作動できないので、回転不整を生じる。
コントロールラックに渋りがある時は、ピニオンギヤとの噛合い不良、摩耗破損、ラックの曲がり、他との干渉の有無、プランジャの膠着、戻しバネ折損などを点検し、修正しなければならない。
d) リンク及び連結桿の不良
曲りやこじれ、連結ピン摩耗などがあると、円滑に作動できなくなり、不整回転を起こす。
V形機関の場合は、左右のシリンダに設けられた噴射ポンプのコントロールラックを接続する連結桿の取付調整不良があると、左右シリンダの噴射量にバラツキを生じて、回転不整となることがある。
2) 負荷変動
(1) オーバロード
負荷が大き過ぎる時は、回転低下を生じ、不安定な運転状態となり、回転不整となり易い。負荷を減少して様子をみることが必要である。
(2) 摺動部焼付き
摺動部が軽い焼付やスカッフを生じると、回転が整定し難くなり、不安定な運転状態となる。
(3) クラッチスリップ
クラッチがスリップを生じると回転が上昇し、スリップが止まると、回転が低下し安定した運転ができなくなると共に、潤滑油の温度が上昇し、焼け焦げた異臭を生じる。トローリングや定速弁を操作する時は、機関回転を最低速に落して行なうので、殆ど異臭を感じることは余りない。
(4) 負荷変動大
負荷の変動が激しい時は、それに応じてガバナが機能するため、機関の回転が整定しない。
3) ガバナ故障
(1) 変動率の調整不良
ガバナの速度変動率の調整を鋭敏にし過ぎると、わずかな負荷変動に対しても、敏感に察知して対応するため安定した回転が得られ難くなるので、以下に示す通り速度変動率を調整しなければならない。
一般的な速度変動率の調整範囲
| ・ |
発電機セットの場合 |
・ |
一般動力用の場合 |
|
瞬時速度変動率 |
10%以下 |
|
瞬時速度変動率 |
15%以下 |
|
整定速度変動率 |
5%以下 |
|
整定速度変動率 |
7%以下 |
a) メカニカルガバナ(RSV、RSUV形)
高負荷時の回転不整は、ガバナスプリング力が弱いので発生するから、スイベルレバーのアジャスティングスクリュを締め込み、バネ力を増す。締め過ぎると変動率が悪化するので、規定内に入るように調整しなければならない。この調整後は、無負荷最高回転速度の調整を行なわなければならない。
b) メカニカルガバナ(RUV、RQUV形)
上部のプラグを外し、フライウェイトのアジャスティングスクリュを時計方向へ回して、バネ力を増すと、速度変動率は鈍化して、ハンチングが止まる。
フライウエイトは、2個あるので、両方共に同量づつ均等に締め付けて調整する。最後に無負荷最高回転速度を調整する。
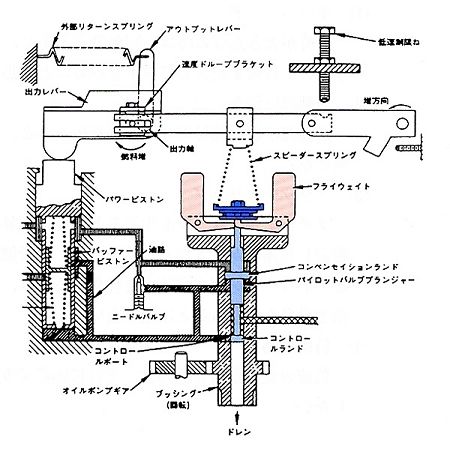
c) 油圧ガバナ(PSG、RHC、UG形)
ニードルバルブの調整不良、汚れた油や気泡を含んだ油、パワーピストンの固着、内部部品の摩耗、ドレン孔の詰まりのほか、速度ドループの調整不良などである。
速度ドループは、ガバナカバーを開き、次図に示す速度ドループブラケットの位置を、スライドして調整する。ブラケットの支点ピンが、出力軸中心線と一致した所が零ドループであり、通常は、適度な正のドループ(支点ピンがパワーピストン側へ移動している状態)。又、零ドループに近いか、負のドループになるとハンチングを生じる。
速度変動率を小さくし安定した運転ができるように(発電機セットの場合)調整し、客先要求を満足させる。
d) 電気式ガバナ(EG形)
ゲインを増(時計方向へ回す)せば応答が鋭敏となり、回転が不安定になってくるので、スタビリティで回転を安定させる。ゲインは、出来るだけ時計方向へ回し、回転が不安定になる手前で止め、負荷を段階的に変化するか、スピードコントロールレバーのリンクを素早く動かして点検し、不安定ならばスタビリティを回して調整する。スタビリティで安定が得られぬ場合は、ゲインを反時計方向へ戻して、スタビリテイで安定させる。
但し遅い周期の、ハンチングの時は、ゲインを時計方向へ回し、スタビリティで安定させる。
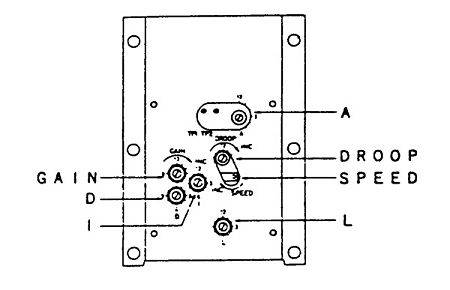
e) 電気式ガバナ(DINA−1形)
下図は、カバーを外した内部を示す。Aの調整は無負荷状態で、アクチュエータが急速に振動(ハンチング状態)するまで、徐々に時計方向へ回し、ハンチングが止まるまで、反時計方向へ戻す。ハンチング状態のまま使用すると、アクチュエータが故障することがある。
アクチュエータのハンチングが止まらない時はゲインを徐々に反時計方向へ回して止める。
ゲインは通常、時計方向へ回し、ハンチングを始める手前で止める。
ゲイン、A、Dの各ポテンションメータのセットが完了したら、電源スイッチをOFFにして、機関回転速度が約1/2程度に低下したところで、再び電源スイッチを入れる。
機関回転速度が、セット回転より、オーバシュート(回転が高くなる)するならば、Iを反時計方向へ回して、セット回転を得られるようにする。
セット回転へ戻る時間が長過ぎる時は、Iを時計方向へ回す。
これらは全て無負荷状態で行ない繰返し調整すること。
A、D、DROOP、GAINを調整することによって、回転速度のセットが若干変化するので、SPEEDポテンションメータで正確に回転速度を合せる。
この時、DROOPが上記の調整時より、増加(時計方向)している場合は、Aを若干反時計方向へ回し、GAINをわずかに時計方向へ回して安定させる。
(2) 主要部の摩耗(メカニカル式)
[1] ガバナスプリングのへたり
[2] フライウエイトピンの摩耗
[3] スリーブなどの摩耗
[4] ベアリングの摩耗
(3) 油圧ガバナ不良
[1] ガバナ出力軸へのリンク不敵
[2] 潤滑油のドレンポート閉塞
[3] ニードル弁の開けすぎ
[4] バッファスプリング不良
[5] 主要部品の摩耗及び不良
4) シリンダの圧縮不良
(1) バルブシート不良
バルブガイドの摩耗、シート面のカーボン噛み込みなどにより、ガス吹抜けを生じると、圧縮もれを起こし、燃焼不良や着火ミスとなり、燃焼のバラツキを生じて、ハンチングを起こす。
(2) ピストンリング摩耗
ピストンリングが摩耗すると、オイルコントロールが悪化して、摩耗が促進すると共にオイルアップによる、潤滑油消費量が多くなる。同時にガスもれや圧縮もれを生じ出力が低下して、各シリンダ間のバラツキが大きくなり、ハンチングを起こすことがある。
(3) シリンダライナ摩耗
ライナが摩耗又は偏摩耗すると、ピストンとのスキマが多くなり、ピストンリングの摩耗同様に、ガスもれ、圧縮もれのほか、オイルアップを誘発して燃焼不良となり、各シリンダ間のバラツキが大きくなって、ハンチングを発生する。
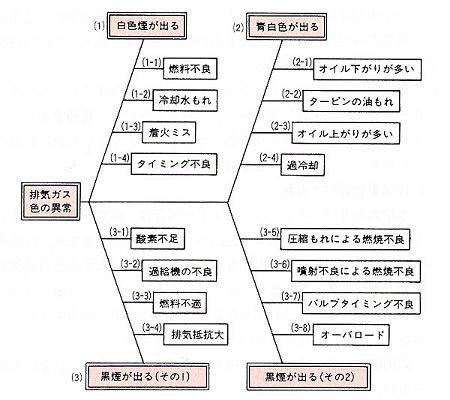
2.6 排気ガス色の異常
1) 白色煙がでる
(1) 燃料不良
白煙は水蒸気が大気中に放出される時の現象であり、特に気温の低い朝などに顕著に表われる。燃料油の含有水分が多くなるとこの現象が表われるので、油水分離器やフィルタなどで水分をできるだけ除去しなければならない。また暖機運転後に白煙が消滅する場合は正常である。
含有水分は重量比で0.5%以上になるとプランジャやニードル弁などの腐食摩耗を促進するなどのトラブルを生じ易く、燃焼反応により硫酸や塩酸などの有害な無機酸を生成し、主要部の腐食摩耗を促進する。
(2) 冷却水漏れ
a) シリンダヘッドの亀裂
触火面の亀裂が進展し、水ジャケットまで達すると冷却水が燃焼室へ流入して、始動時水滴が飛散したり運転中に白煙を出す。排気集合管に異常がなければシリンダヘッドを点検し交換修復する。
b) ヘッドガスケットの破損
シリンダヘッドガスケットが損傷して、冷却水が燃焼室へもれ、燃焼ガスと共に水蒸気となって排出され白煙現象が表われる。シリンダヘッドのわん曲などを点検し修正しなければならない。
c) シリンダライナの亀裂
ライナが運転中に振動を生じ、つば下部分に疲労破壊による亀裂を発生する。この亀裂が貫通するとジャケット内の水が燃焼室に流入して、白煙を排出する。
d) シリンダライナの孔あき
外周面にキャビテーションエロージョンを発生すると、小さな凹みや小孔(ピンホール)などが無数に発生する。これらが進行して貫通すると、冷却水もれを生じて白煙を排出する。ライナ外周(冷却水の流入する反対側)にその徴候が見られる場合は、予防対策処置をしなければならない。
e) 排気集合管の水もれ
水冷式エキゾーストマニホールドの場合は、腐食や亀裂による水もれを起こすことがある。冷却水が排気ガス通路へもれると水蒸気となり、白煙を排出す。
いずれにしても、冷却水がもれて燃焼室内へ流入すると白煙現象を生じるだけでなく、水量が多くなるとウォータロック現象を生じ、足出しなどの大事故を発生するので十分注意しなければならない。特に停止中に冷却水がもれて、燃焼室その他へ流入すると、錆付きなどの不具合も併発する。
始動前には必ず冷却水の点検をして、水量が減少していないか確認しなければならない。
(3) 着火ミス
噴射した燃料が着火せず、細かな油滴となって排出されると、排気ガスが灰色になって見え、黒い細かな油滴が排気出口から飛散するので、周囲が汚れて運転不調となる。
(4) タイミング不良
噴射タイミングが早過ぎたり、遅過ぎたりすると着火ミスによる白煙や灰色煙を排出し、運転不調となる。
カム山やタペットなどの異常摩耗を始め、噴射タイミングを点検しなければならない。
2) 青白色が出る
(1) オイル下がりが多い
バルブガイドやステムシールが摩耗すると、ロッカ室内の潤滑油がバルブを伝わって燃焼室内へ流入したり、給気ポートや排気ポートで燃焼して炭化する。
潤滑油が低い温度で燃焼すると白煙となり、高い温度で燃焼する青色煙を排出する。
(2) タービンの油漏れ
シールリングの摩耗や折損により、潤滑油がタービンホイール室内へ流入し、高温の排気ガスに触れて燃焼すると白煙や青色煙を排出する。
このような場合、タービンホイールが、カーボンにより軽く円滑に回転できなくなるので、ブースト圧力が低下して出力が低下する。
(3) オイル上がりが多い
シリンダライナ、ピストンリングなどが摩耗したりピストンがスカッフを起こしたり、ピストンリング折損や膠着などを起こすと、オイルコントロール不良となり、燃焼室内へ多量の潤滑油がライナ壁を伝って上がり、燃焼する。従って排気ガスが青色味を帯びたものとなる。減筒テストにより不良シリンダを探して修復しなければならない。
これらの原因以外に、オイル上がりが増加する原因としては、潤滑油の油面アップ、オイルジェットの吐出圧力変化や方向狂いなどがあるので、その辺も合わせて点検修復しなければならない。
(4) 過冷却
寒冷時においては気温水温ともに低く、運転中に冷却水温度が70℃以上にならないことがある。この様な場合は、主要運動部の熱膨張が不足し、摺動スキマが適正化せず、大きなスキマで運転されるため、オイル上がりやオイル下がりなどにより、潤滑油が燃焼室内で燃えて排気ガスが青白色化する。
このような場合は、冷却水の温度が70℃以上になるように、サーモスタットを寒冷地向用に取替えたり、ヒートエクスチェンジャの海水量をバイパスしたり、絞るなどにより、冷却水温度を上げて運転しなければならない。
3) 黒煙が出る
(1) 酸素不足
噴射燃料が完全に燃焼するためには、噴射燃料に見合うだけの酸素、つまり空気が必要となる。空気中の酸素は標準状態で重量比23%程度である。
a) 気温の上昇
空気の温度が上昇すると、空気は膨張し、その分だけ密度が低下するので、酸素量が減少する。
通常の場合、機関室内の温度上昇は最高で45℃までが限度であり、それ以上の場合は、完全燃焼に必要とする酸素量が確保できなくなり、不完全燃焼となる。また給気温度が上昇すると、べース温度が上がるため、燃焼温度が上昇し、過大な熱負荷が加わることになる。燃焼温度は測定出来ないが、ヘッド出口の排気ガス温度は、室温が1℃上昇すると、通常約2.5℃上昇する。
b) エアクリーナの汚れ
エレメントの汚れによる目詰まり、オイルバス式のオイル入れ過ぎなどがあると、吸入抵抗が増加して空気量が減少する。従って酸素不足による不完全燃焼となり、出力が低下して黒色排気煙となる。
エアクリーナのエレメントやプレクリーナのスポンジシートなどは定期的に清掃又は交換しなければならない。
(2) 過給機不良
a) タービンホイールの汚れ
タービンホイールやケース内にカーボンが付着堆積すると、排気ガスの熱エネルギを十分吸収できなくなり、タービン効率が低下して回転速度が減少し、充分なブースト圧力が得られなくなる。定期的にタービンホイールやケース内を清掃しなければならない。
b) コンプレッサホイールの汚れ
ホイールの表面やケース内面に汚れが付着すると効率が低下し、十分なブースト圧力が得られなくなる。
従って定期的に清掃しなければならない。また少量の水を吸入させて清掃する場合は、必ず高速高負荷運転中に行なうようにしなければならない。
c) シールリングの不良
シールリング膠着や折損、カーボン付着などが起こると、回転摺動抵抗が増加して回転速度が低下するのでブースト圧力が減少する。
d) メタル摩耗、焼付き
ロータの軸受メタルやスラストメタルなどが摩耗や焼付きを生ずると円滑に回転できなくなり、ホイールとケースの干渉、ロータ軸の曲がりなどの重大事故を誘発する。従って定期的に点検すると共に、異音などが発生した時は直ちに点検しなければならない。
e) ブレードの損傷と曲がり
タービンやコンプレッサホイールのブレードなどに損傷や曲がりを生じた場合は、効率が悪化して、ブースト圧力が低下すると共に、タービンの振動や異音が発生する。振動や異音などが生じた場合は直ちに運転を止めて点検しなければならない。
f) 過給機故障による運転不能
振動発生やロータ回転不能などを生じた場合は、タービンホイール及び、コンプレッサホイールなどが逆に抵抗となり、運転不能となる。従って無過給接手に取替えて、1/2以下の負荷回転で緊急航行し帰港しなければならない。
これら過給機の故障を発生すると排気ガスは黒色となって、排出する。
g) 空気冷却器の汚れ
過給機の故障ではないが空気冷却器の冷却フィンや冷却管内のスケール付着により、冷却効率が悪化すると、給気温度が高くなり空気の密度が低下して、酸素不足による不完全燃焼となり黒色排気ガスとなる。
さらに排気温度も上昇し、熱負荷が大きくなり事故を生じ易くなるので、空気冷却器は定期的に清掃しなければならない。
(3) 燃料不適
燃料が機関の仕様に合っていなかったり、粘度が違っていたり、水分やその他の含有量が多過ぎる粗悪燃料であったりすると、プランジャやノズルの損傷摩耗が早く、出力不足となり高負荷時に排気ガスが黒色となる。また噴霧不良を生じ不完全燃焼となり、黒色の排気ガスを発生する。
(4) 排気抵抗大
排気管の背圧が大きくなると、シリンダ内におけるガス交換がうまくできず、一部の燃焼ガスが残ったり、排気タービンの効率が大巾に低下して、燃焼ガスの排気不良を招き、燃焼が悪化するので、排気ガスが黒色化する。
排気抵抗は、管径に反比例し、曲がり個数や角度及び管長などに正比例する。また消音器の構造によっても大きく異なるので、機関の据付けに当たっては、排気管の計画図を画き、排気抵抗を計算し、許容限度を越えぬように、十分検討しなければならない。
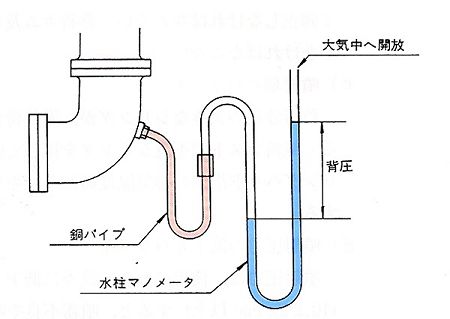
排気抵抗は、排気管の背圧(バックプレッシャ)を次図に示すように、測定して知ることができる。
排気集合管又は過給機の出ロエルボに、プラグが設けられているので、そこに排気ガス取出接手を取付けて、水柱マノメータヘ、パイプを接続して、測定する。排気ガスの熱により、ビニールパイプなどが解けないようにできるだけ、取出口より離れた所へ、マノメータを設置して、途中をビニールパイプで接続すると良い。
(5) 圧縮漏れによる燃焼不良
バルブシートの摩耗吹抜け、ピストンリングやライナの摩耗による圧縮もれが多い場合は、当然ながら燃焼不良を生じて、排気ガスが黒色化するので、圧縮もれを修復しなければならない。(圧縮圧力の測定方法は
187頁参照)
(6) 噴射不良による燃焼不良
a) 噴射タイミングが早すぎる
シリンダ内の赤熱空気温度が低く、着火遅れが大となり、着火と同時に多量の燃料が一時に急激に燃焼して、燃焼最大圧力が高くなり、ノッキングを起こす。また余りにも早過ぎると、上死点前で最高圧力となるので、逆転し易くなり、そのための出力損失が大きく、円滑な回転が難しく、過負荷運転状態に等しくなり排気ガスが黒色化する。
b) 噴射タイミングが遅すぎる
シリンダ内の圧縮温度が十分上がったところで噴射が始まるので、着火遅れが小さくなり、最高圧力が下がって、静かな運転ができる。しかし、噴射終りが大巾に遅れるので、燃焼時間が長びき排気が始まるまでの膨脹期間中燃焼が継続する(後もえという)ため、排気ガス色が黒色化する。又、排気温度の上昇など排気損失が増えて、熱効率が下がり出力が低下し熱負荷過大となるので注意しなければならない。
シリンダ間の噴射タイミングにバラツキが生じると、機関全体として、出力不足となり、排気ガス色が悪化し、黒色となるので減筒テストで、不良シリンダを探して修正しなければならない。燃料カム及びタペットの摩耗などについても十分点検しなければならない。
c) 噴射量のバラツキ
負荷分担の大きなシリンダが、過負荷状態となり全体として排気ガスが黒色化する。減筒テストで不良シリンダを探して修正するか、ユニットポンプの場合は、シリンダヘッド出口の排気温度のバラツキを定格運転時、30℃以内に入るように修正する。
d) 噴射圧力の低下とバラツキ
噴射圧力は、使用につれて徐々に低下し、規定圧力より、大巾に低下(約1MPa(10.2kg/cm2以上)すると、噴霧不良や噴射量が減少するので、シリンダ間の燃焼にバラツキを生じ、排気ガスが黒色化する。
e) ノズル不良
噴孔の腐食拡大及び変形、カーボン噛み込みや詰まり、ニードル弁とシートの摩耗、ニードルの摩耗や腐食などが起こると、噴霧不良となり、燃焼が悪化するので、排気ガスが黒色となり悪化する。
不良シリンダのノズルを減筒テストにより探し出し、点検修正又は交換する。
f) 送出弁の不良
デリベリバルブ及びシートの不良、送出弁バネの折損などを起こすと、噴霧切れが悪く、あとだれなどを生じるので、排気ガスが黒色となり悪化する。
減筒テストにより不良シリンダを探して修正又は交換する。
g) プランジャの摩耗
噴射ポンプのプランジャが摩耗したり、腐食及び損傷すると、燃料圧送時のもれを生じ、噴射量が減少するので、出力不足となり、シリンダ間のバラツキを生じて排気ガスが黒色となり悪化する。減筒テストで不良シリンダを探して、修正又は交換する。
(7) バルブタイミング不良
バルブクリアランスの調整不良、カム山及びタペットの摩耗などにより、バルブタイミングに狂いを生じると出力不足となり、排気ガスが黒色となり悪化する。
a) バルブクリアランスの調整不良
基準値より減少すると、弁開時期が早くなり、弁閉時期が遅れる。また運転中の熱膨張により、バルブクリアランスが、更に減少し極端な場合は、バルブが突き上げられて、閉じなくなる。
バルブクリアランスが大きい場合は、弁開時期が遅れ、弁閉時期が早くなると共に、作動時の衝撃が大きく摩耗を促進し、騒音を発生する。
b) カム山及びタペットの摩耗
カム山やタペットが摩耗すると、バルブクリアランスが、大巾に増加して弁開時期が遅れ、弁閉時期が早くなると共に、弁リフト量が減少する。従って大巾に出力が低下するので、排気ガスが黒色となり悪化する。
c) バルブの突き上げ
バルブクリアランスがなくなり、バルブが突き上げられると、ピストン頂面との干渉、圧縮不良、ガスもれとなるほか、バルブの熱伝動が悪化して、傘部が溶損したり亀裂を起こし、大事故を誘発する。
d) 吸気弁の開閉時期の狂い
弁開時期が早過ぎると、燃焼ガスが吸気管側へ逆流して、バックファイヤを生じ易くなる。
弁開時期が遅れるとオーバラップが不足するため、シリンダ内のガス交換が不十分で燃焼不良となり易い。
弁閉時期が早過ぎると、十分な吸気慣性が得られ難く、酸素不足による不完全燃焼となり易い。
弁閉時期が遅れると、圧縮もれを生じ易く、十分な圧縮圧力が得られず、始動不良や出力不足を生じ易い。
e) 排気弁の開閉時期の狂い
弁開時期が早過ぎると、燃焼エネルギの損失が増加して出力不足となり易い。
弁開時期が遅れると、燃焼ガスの排気損失が増加して熱効率が低下する。
弁閉時期が早過ぎるとシリンダ内のガス交換が不足し、排気ガスが残り易くなる。
弁閉時期が遅れると、吸気不足となる。
f) オーバラップ
吸気弁、排気弁の両者共に開いている期間が設けられており、これを弁のオーバラップ時期と呼んでいる。オーバラップする期間の長短は、その機関のガス交換を行なう上で、重要なタイミングであり弁開閉時期が狂うと、オーバラップ期間が狂い、ガス交換が不十分となるので、出力が減少する。
(8) オーバロード
定格出力以上の負荷運転状態を、オーバロードと呼んでいるが、このような状態は、負荷が大きいため、機関が無理な運転をしているので、排気ガスが黒色に悪化する。