(5) 防振ゴムの保守
防振ゴムの経時的劣化は避けられない現象なので定期的に点検する必要がある。
点検内容としては
・ ゴム高さ(長さ)
・ ゴム表面の状況(キレツの有無)
点検間隔としては2,000〜3,000時間毎を目安とする。
3) 高遠機関(小形舶用機関)の防振据付
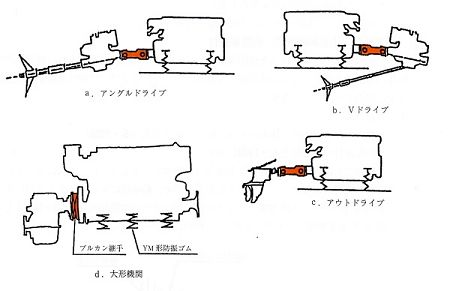
小形舶用機関では防振ゴムを機関取り付け足と船体側機関台の間に入れ、機関振動の船体への伝達を減衰させる方法を採っており、その方式はプロペラ軸の連結駆動方法により、次のように分けられる。
(1) 据付方式
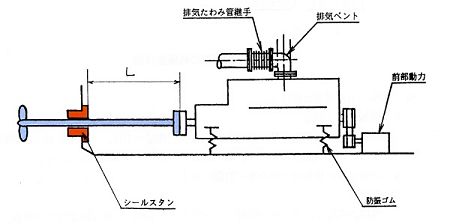
[1] 機関とクラッチが一体形のものに用いられる方式(5・19図)
防振据付の一般例を5・19図に示す。
防振ゴムはプロペラ駆動による推力(スラスト)が受けられる構造になっている。
また、機関の振動でプロペラ軸も振動するので、船尾管にシールスタンを用いる。
この場合、クラッチ出力端からスタンチュウブまでの中間部の長さ(図中の「L寸法」)がある程度以上必要である。(一般的には500mm以上必要)
5・19図 機関とクラッチが一体型機関の防振据付例
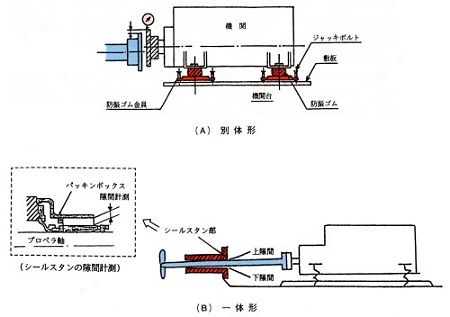
[2] 機関とクラッチが別体形のものに用いられる方式(5・20図)
防振据付の一例を5・20図に示す。
プロペラ駆動による推力は固定されたクラッチで受けるので、防振ゴムはプロペラのスラストに関係なく機関振動の吸収を行うことを重点としたものになっている。
5・20図 別体形の防振据付例
(2) 防振ゴムの選定と据付
[1] 防振ゴムの選定
防振ゴムの種類、仕様、使用個数などは、機関の重量、プロペラ軸の連結駆動方式などにより決定されるので、適用機種についてメーカの仕様による。
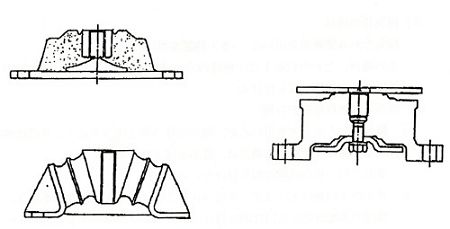
防振ゴムの種類の一例を5・21図に示す。
[2] 据付
機関の据付は、メーカの据付マニュアルによるが、一般に防振ゴムの場合、ゴムのへたりを考慮して機関側が高くなるよう芯出しを行う。(5・22図参照)ゴムのへたりによる沈み代はメーカの設定値による。
また、防振ゴムの機関重量によるたわみ値のバラツキが各ゴムで1.0mm以内となるようにシム調整を行う。
[3] 配管
排気管、冷却水管、燃料油管等は、たわみ性のあるものを用いる。
a) 排気管の接続
排気たわみ管継手を用いる。(5・19図参照)
この場合、たわみ管継手は圧縮時の方が強度が大きいので、自由長より5mm前後圧縮した状態で取り付ける。
b) 冷却水、燃料油管その他
a. 概ね、ゴムホースを用いるが、特に支持のある場合を除き、直管状態で取り付ける。曲げて使用する場合は、最小曲げ半径とする。
また、ねじれた状態で取り付けないこと。
b. φ8以下の銅パイプは2〜3回ツル巻き状にしたダンパ巻きを行う。
c. 機関の各配管の出入口に取り付けられるバルブ、コックなどは、ルール上及び構造上支障のない限り、船体側に装着し、振動の大きい場合は振れ止めを行う。
(3) 防振ゴムの点検、交換
防振ゴムはゴムの性質上、へたりによる沈みが発生します。メーカに指示された定期点検を実施し、たわみ量が指示値(使用限度)越えれば芯出しを行う。また、たわみ値が定められたクリープ許容値を越えた場合、あるいはゴム部に亀裂、剥離などが見られるときは交換する。(交換は1個のみでなく全数交換すること。)
(4) 前部動力の取り出し
機関とクラッチが一体形のものは前部動力の取り出し(Vベルト直引き)が可能ですが、ベルトテンショナの取り付けと、テンショナ設定時の機関移動量に制限があるので、メーカの防振ゴム据付マニュアルによること。
5・21図 各種防振ゴム
5・22図 芯出し
1.3 デフレクション計測とその処置
1) 計測の目的
デフレクションを計測する本来の目的は、クランク軸のピンとアームの隅肉部に発生する応力の程度を見定めることにある。
クランク軸の軸芯が真直ぐであれば、デフレクション計測値に変化はないが、仮に曲っていれば計測値に変化が生じ、その分隅肉部の応力が増加したことを示すこととなる。
計測結果から判断しなければならないことは、クランク軸が下図のどちら方向に変形しているかである。
5・23図 クランク軸の変形
また機関の据え付け状態がどの様であるかを判断する目安ともなる。
2) 計測の方法
計測の間隔は一般的に約3,000〜4,000時間毎あるいは6ヶ月のいずれか早い方とし、新設後や整備後などは約300時間後に最初の計測をする必要がある。
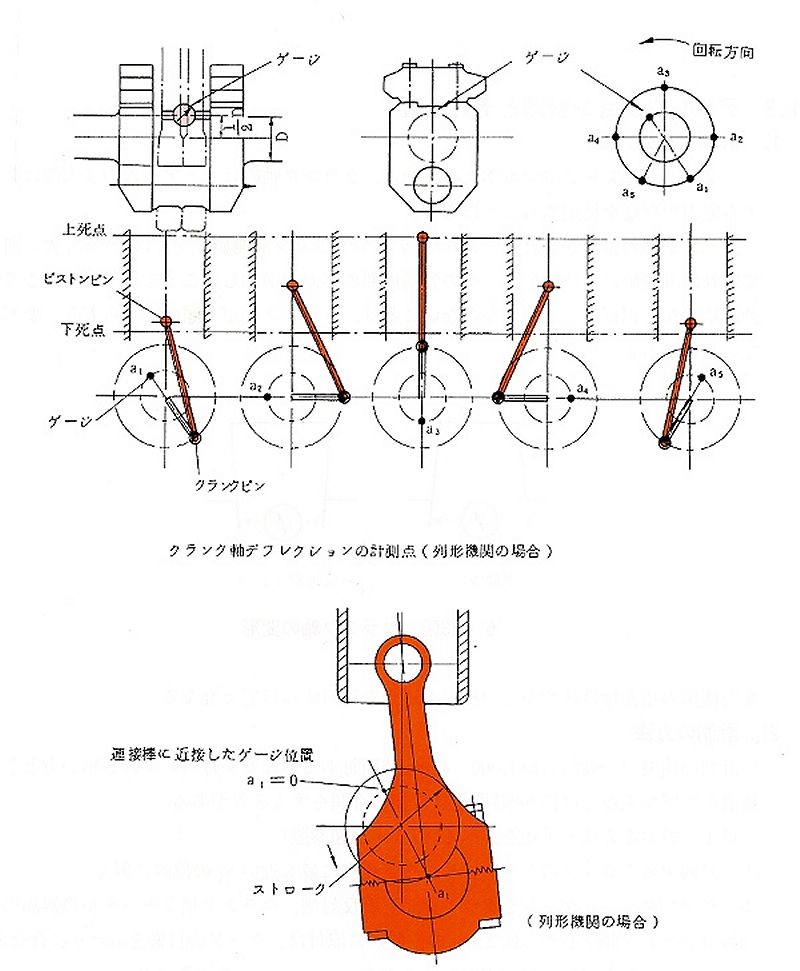
以下一般的な方法・手順を述べる。(5・24図参照)
[1] 計測するクランクのクランクピンを下死点に最も近いa1の位置に置く。
[2] デフレクションゲージをクランクピンと反対側、クランク軸ジャーナルの外周の位置(クランク軸中心からD/2mmの位置)に取付け、ゲージの目盛をa1=0に合せる。
[3] クランク軸を回転(矢印方向)しながらa2、a3、a4、a5を計測する。
[4] 同様に全クランクについて計測する。
(拡大画面: 95 KB)
注1) クランクピン位置a1……a5に対して計測側はその反対側で計った数値として表現している。
注2) a1の位置はその連接棒が最も接近した位置にゲージを取付けることを意味する。
注3) 計測は機関が冷態時に行うこと。温態時ではクランク軸の熱膨張の影響が数値に差が出る為注意が必要である。
5・24図 クランク軸デフレクション計測点(列形機関)
3) 計測値の解析
[1] 各クランクの計測値a1……a5の内で最大・最小値の差がそのクランクのデフレクションとなる。
[2] 工場試験成績表、現地据付時あるいは前回計測時の記録などと比較する。クランク軸デフレクションが悪い状態に放置しておくと主軸受の摩耗を早めたり、損傷する恐れがあり、最悪の場合はクランク軸の折損に至る恐れもあるので特に注意する必要がある。
[3] クランク軸デフレクションが許容値を越えたら出来る限り早い機会にクランク軸芯を修正する必要がある。
デフレクションの許容限度については、各機関メーカの取扱説明書に記載されている数値を基に判断をする。
船舶機関規則では許容値限度を
△a≦2S/10,000mm
ここでS=ストロークmm
と決めているが「尚、座礁等の事故により著しく変形を生じた場合を除き、上死点と下死点における内側間距離の差である△aが負となる場合(上開き)は、−2S/10,000を下回っても差し支えない」とある。
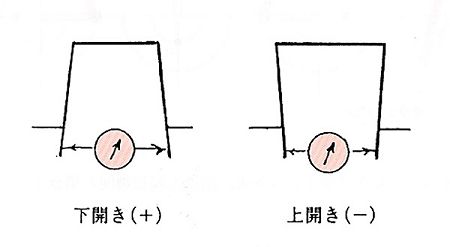
計測時、ゲージを直読すると+と−が逆になることがあるので注意のこと。
[4] 舶用主機関の場合、減速機・逆転機・クラッチあるいは弾性継手(ガイスリンガ継手など)などが装着されるため、ハズミ側最後部シリンダのデフレクションのみが若干大きくなることがある。
この場合も前述の如く据え付け時あるいは前回計測値と良く比較検討が必要である。
[5] クランク軸のデフレクションは据付の状態、軸芯の状態(減速機等との軸芯の良否)、ハズミ車の形状等によって変化するので注意する。
[6] ダイヤルゲージ(−)は指針が0点より反時計廻りの方向にあることを意味し、クランクアーム間が広がっていることを示し、ダイヤルゲージ(+)は指針が0点より時計廻りの方向にあること意味し、クランクアームが挟まっていることを示す。
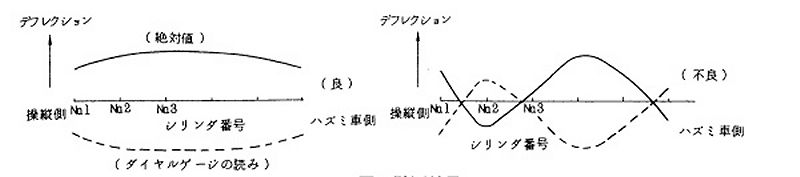
従って一般的にクランク軸のデフレクションの値は多シリンダの場合、その相互影響も含めて5・25図において左図が正常な状態であり、右図が不良な状態である。
(拡大画面: 16 KB)
5・25図 計測結果
4) デフレクションの修正方法5・25図 計測結果
デフレクションの計測値が許容値を越える場合には出来る限り早く修正する必要があるが一般的に次の方法で行う。
[1] 据え付けライナの修正
計測値が大きすぎる時はその位置の据え付け面を若干持ち上げた状態でライナを修正して締め付ける。
[2] 軸芯の点検
減速機あるいは逆転機などとの軸芯を点検し、要すれば軸芯の修正を行う。