5.2 溶接部の継手性能試験
5.2.1 溶接内部欠陥検査
溶接部の外観検査と非破壊検査(X線)を行い、内部欠陥の有無、種類を調査し実船への適用が可能かどうか判断した。溶接欠陥が発生した場合について溶接条件を見直し再度確認を行った。
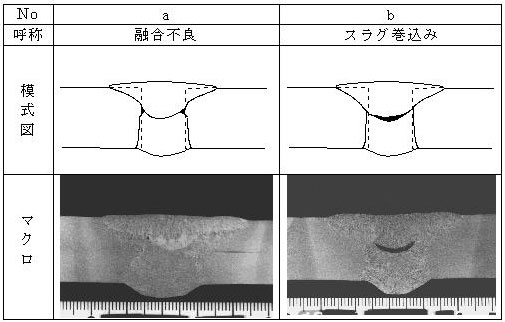
X線検査及びマクロ試験を通し発見された溶接欠陥を分類すると図5.2.1に示す2種類のパターンの欠陥に集約される。それぞれ融合不良及びスラグ巻込みと以後呼ぶこととする。融合不良とスラグ巻き込みは両者が複合して発生する場合が多く、明確に区分できないが、ここでは以下のように融合不良とスラグ巻込みを定義する。
融合不良:図5.2.1(a)に示すように先行ビードの溶融境界と後行ビードの溶融境界が交わる左右の2点(もしくは1点)に発生する欠陥
スラグ巻込み:図5.2.1(b)に示すように先行ビードと後行ビードの間の中央部付近に左右に細長く発生する欠陥