(2)目違い
搭載行程の開先誤差としてギャップ幅の変動とともに左右の板厚の段差である目違いも発生する可能性がある。本溶接法では、開先下側から水冷銅板を押し上げて溶接を行っており、水冷銅板の密着性が悪いと溶融金属が流れ落ちることがある。このため、目違い量に対する適用可能範囲の設定とその精度管理は重要な項目となる。
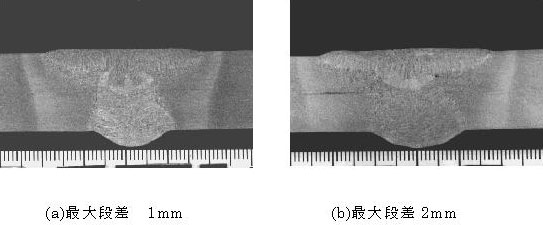
板厚19mmの部材に対して、開先ギャップ幅をパラメータとして目違い量を2〜4mmとしたときの溶接結果を図5.1.14に示す。このとき目違いによる溶接条件の調整は行っていない。このとき表のように目違い量2mmまでは、目違い0mmのときと同様にギャップ幅11〜17mmの範囲で良好なビード形状になっているが、目違い量3mmを越えるとギャップ幅の広い場合に1層目と2層目の間に融合不良が発生するので、適用ギャップ幅は11〜15mmと減少する。また目違い量4mmになるとギャップ幅の狭いときは裏ビードがオーバーラップとなり、いずれのギャップ幅でも適用できないことがわかった。これらをまとめた結果を図5.1.15に示す。