5.1.4 開先状況の影響
前述したように本溶接プロセスでは、基本的に直切りのままのI開先が使用できるため、開先角度の加工誤差はほとんど発生しない。また開先ギャップ幅の変化については5.1.2項で述べたのでここではそれ以外の開先状況の項目について述べる。
現場の状況を想定した低切断品質(切断面の粗さ、ノッチ)及び目違いの対応度を確認して適用開先の精度範囲を設定した。
(1)粗さ、ノッチの検討
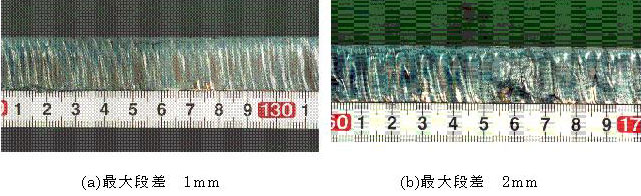
低切断品質の開先形状として、開先面を手動ガス切断した凹凸のある試験片を用いて溶接施工をし内部欠陥等について調査した。このとき手動ガス切断面のノッチ(段差)は最大1mmと2mmの2種類で試験をした。使用した開先面の外観を図5.1.11に、また開先面の凹凸をレーザセンサで計測した結果を図5.1.12に示す。