1.7 姿勢別基本溶接条件の選択
選定された溶接方法により小型試験片により以下に示す溶接姿勢、板厚、ギャップ範囲について溶接実験を行った。この結果を元に最適条件を収集し、溶接条件適応制御の基本条件とした。
a. 溶接姿勢
傾斜部の溶接施工について検討を行ったが、本溶接施工法では、上側に裏当て材を取り付けた場合、トーチと裏当て材が干渉しやすく溶接施工が困難である。また水平から立向上進に変化する傾斜溶接部において、上側に裏当て材を当てずに溶接実験を行ったが、傾斜角が10°を越すと溶融池が流れ出すことがわかった。
以上の結果より、本年度は角度別溶接法は確立できず、第2段階での検討課題とすることにした。
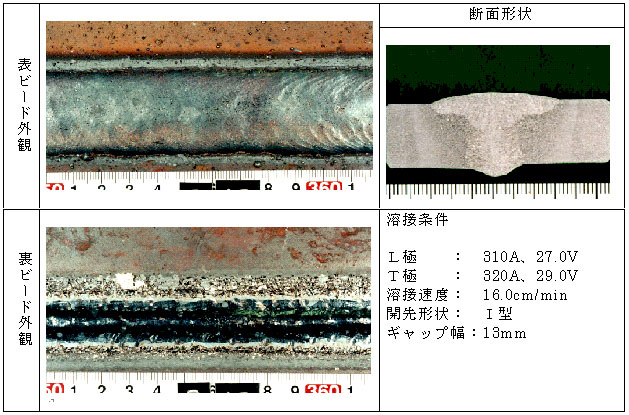
b. 板厚
小型試験片を用いて溶接実験を行い、溶接母材の板厚が16mm、19mmのときの溶接条件の選定を行った。実験条件とその結果を図1.7.1、図1.7.2に示す。いずれも良好な溶接ビードが得られている。