|
5.2.2 噴霧塗装以外の手段の検討
(1)ローラ塗装
円筒状のローラに毛足の長いウールを巻きつけ、これに塗料を染み込ませローラを転がしながら塗装を行うもの。塗着効率は高いが、作業効率、高粘度塗料、塗膜の平滑性が期待出来ない。
(2)刷毛、ヘラ塗装
小規模塗装での工法で作業効率、高粘度塗料の塗装性、塗膜の平滑性が期待出来ない。
(3)フローコート
塗料をスリット状の隙間よりフイルム状に流下させ、被塗装物を高速で移動し塗膜を形成する方法で、造船塗装には適していない。
(4)電着
被塗装物を塗料タンクに浸漬し塗装を行うもので造船塗装には適していない。
以上を調査、検討を行ったが、作業性、塗膜品質及び厚膜の形成を評価すると噴霧塗装が適していると判断した。
(1)試作塗料
試作された塗料の粘度は表5.3.1-1に示す通り37,000mPa・s(5℃)あり、開発当初に提示された塗料粘度は5,000mPa・sであったため、ポンプの吸い込み性の評価、及び塗料ホースの圧力損失量の把握と必要なスプレイ圧の検証、及びエアラップの効果を検証した。
表5.3.1-1 主剤の塗料粘度
| 回転数(rpm) |
粘度(mPa・s) |
| 2 |
163,000 |
| 20 |
37,000 |
|
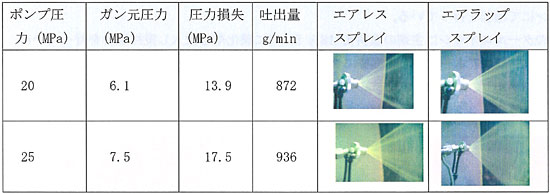
表5.3.1-2 液温5℃時の圧力損失と実吐出量
|
*ノズル:35C ホース長:3/8×50m(25m×2)
|
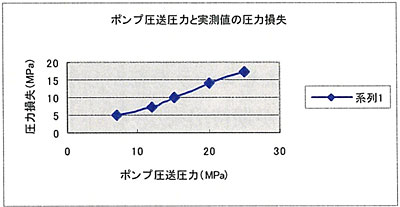
圧力が25MPaでも良好なスプレイパターンを得られる状態ではなかった。5.3.1-2で得られた実測値の圧力損失等のデータを図5.3.1-1〜3に示す。
図5.3.1-1 ホース長50mの時の圧力損失
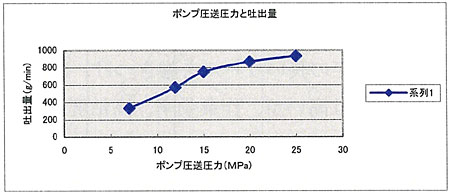
図5.3.1-2 ホース長50mの時の吐出量
|
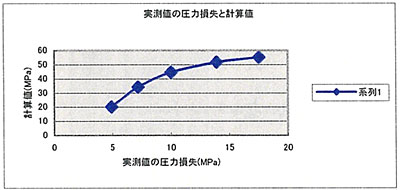
図5.3.1-3
|
ホース長50m時の実圧力損失と計算上の圧力損失の関係
|
上記データを基にホース内の圧力損失の計算を実施したが、今回使用した試作塗料では、圧送圧力61.5MPa必要となり、現実的ではないため、加温による見かけ粘度を下げるため加温が必要があることが解った。
5.3.2 現行での塗装状況把握と使用者側からの要求事項 ユニバーサル造船(株)殿の協力を得て塗装作業を行っている方々にヒアリングを実施した。
(1)塗料ホース長は少なくとも50mは必要である。
(2)現状の塗料ホース構成は、ホース内径1/4インチのホースを10m+ホース内径3/8インチのホースを40mを用い、接続して50mとし使用している。
(3)エアレスポンプの圧送圧力はホース長により18〜26Mの範囲で使用している。
(4)防蝕塗装に使用しているノズルの吐出量は1800mλ/min〜2100mλ/minである。
(5)防汚塗料に使用しているノズルの吐出量は1500mλ/min〜1800mλ/minである。
(6)ブロック塗装における高所作業は高所作業車に乗って作業を行っている。
(7)船底などのブロック底面塗装においては、地上2m程の船台上に設置し、長さ1.5mのエアレスポールガンにて塗装を行っている。
(8)現行のタールエポキシは主剤の塗料缶(18λ缶)内に硬化剤を投入し撹拌混合を行っている。
(9)エアラップはエアホースが増える事についての抵抗感の有無について確認を行ったが、問題は無いとの回答があり、エアラップ方式の採用は可能と考えられる。
作業風景を写真5.3.2-1、写真5.3.2-2に示す
写真5.3.2-1
写真5.3.2-2
|