|
5. 高粘度塗料の塗装手段の研究
(1)下地処理
塗装による防錆、防食効果を十分に発揮させるためには、鋼材の前処理を行うことが必要である。鋼材表面に各種酸化物、水分、油などが付着していると、塗膜の密着性を阻害するとともに、塗装後、発錆の原因ともなるため、これらを除去することが重要となる。現在、造船所で採用されている下地処理方法は、グリッドブラスト等研掃材噴射による処理、ディスクサンダ等動力工具による処理、手工具による処理、化学処理などがある。これら下地処理方法やその処理程度は、鋼材の初期状態にもよるが、後に続く塗り作業にも大きく影響を及ぼすため、処理方法の選択は非常に大きな意味を持ってくる。塗装の前処理としての鋼材表面処理は、大きく一次表面処理、二次表面処理に分類できる。
(1)一次表面処理
鋼材は水切り後、ショットブラストにて鋼材表面のミルスケール、錆、その他異物が除去される。ブラスト後の処理面は非常に活性で、そのまま放置されると短時間に発錆することから、ショットブラスト後、直ちにショッププライマが施される。設備による違いはあるが、通常、ショットブラストは遠心投射方式、ショッププライマはエアレススプレイ方式で行われ、板厚6〜50mm、板幅1〜4m、板長20m程度まで対応可能である。また、ショットブラスト、ショッププライマの工程は通常完全に自動化されており、一枚の鋼材のショットブラスト、ショッププライマの完工までの時間は数分程度である。
(2)二次表面処理
ショッププライマを施した鋼板は、切断、溶接、歪取りなどで塗膜が焼かれたり、腐食性物質が付着して発錆することが多いため、塗装をする前に改めて下地処理が行われる。塗膜焼損部分に対しては、通常、ブラストまたはパワーツール処理が施される。塗装工程を下地処理プラス塗り作業とした場合、塗装仕様や塗り回数にもよるが、下地処理としての二次表面処理時数は、塗装工程全体の30〜50%を占める。また、ブラスト作業のうち、実際にブラスト処理を行う時間は5割程度で、残りはブラストグリッド回収や検査、手直しの時間である。一方、パワーツール処理の場合は6〜7割が実際のパワーツール処理の時間で、残りが掃除、検査、手直しの時間である。
(2)塗り作業
塗り作業を工程別に分けると、ブロックでの塗り作業と渠中や岸壁での塗り作業に大別することができる。ブロックでの塗り作業とは、塗装工場で二次表面処理直後に行われる塗り作業や屋外での刷毛塗り、回数塗りなどを指す。塗装工場内での作業と屋外作業との時間比率は、ブロック形状や塗装仕様にもよるが、大体4:6程度である。一方、渠中/岸壁での塗り作業とは、ブロック継手部の塗装、仕上げ塗装、ダメージ部のタッチアップなどを指す。塗り作業全体で、ブロック:渠中/岸壁の作業時間比率は6:4程度であり、ブロックでの塗り作業比率が高くなっている。
(1)予量算出
設計段階での使用塗料量は以下の式で算出される。
使用塗料量=理論塗布量×塗装面積×ロス率
ここで理論塗布量とは、塗料の揮発分なども加味し、仕様膜厚確保のために理論上必要な塗布量で、塗料種ごとに(g/m2)の形で示される。また、ロス率とは塗装時おける飛散ロス、塗料缶やホース内への残存ロス、過膜厚分ロス、ダメージ部タッチアップロスなどに対して定められる係数であり、通常実績値などをベースに塗装部位ごとに決められ、その値は1.6〜2.2程度である。この理論塗布量とロス率に塗装面積を乗じることにより各部位の塗料予量が算出され、それらを累積することにより総塗料量が求められる。
(2)実績値との比較
VLCCを対象に、上記に示した予量と実績値の比較を例として表5.1.2-1に示す。
表5.1.2-1 予量値と実績値
| 項目 |
塗料重量
(t) |
予実差
(t) |
理論
重量
(t) |
ロス率 |
| 予量 |
実績 |
予量 |
実績 |
| 防汚塗料 |
33.6 |
33.8 |
-0.2 |
20.8 |
1.62 |
1.63 |
| バラストタンク塗料 |
276.7 |
264.7 |
12.0 |
133.2 |
2.08 |
1.99 |
| 全塗料 |
451.2 |
430.0 |
21.2 |
217.9 |
2.07 |
1.97 |
|
(1)仕様値と計測値との比較
上項にロス率の内訳を示したが、その中で過膜厚分ロスとして挙げたロスについて、仕様値と実際に施工された塗装膜厚(乾燥膜厚)の比較を以下に示す。例としてVLCCの外板塗料(下地防錆塗料に防汚塗料を加えた合計膜厚)とバラストタンク塗料の仕様値と膜厚計測結果を表5.1.3-1〜-3、図5.1.3-1〜-3に示す。
(1)外板塗料
外板部の仕様値と計測値の比較を平底部と立上部とに分けて示す。
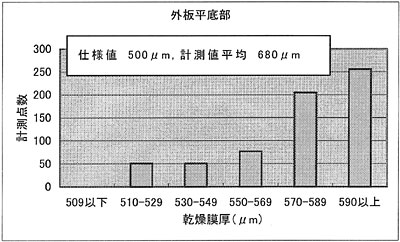
表5.1.3-1 仕様値と計測値 −外板平底部−
仕様値
(μm) |
乾燥膜厚(計測値)(μm) |
計測点
(個) |
| 最低 |
最高 |
平均 |
| 500 |
510 |
780 |
680 |
640 |
|
乾燥膜厚
(μm) |
509以下 |
510-529 |
530-549 |
550-569 |
570-589 |
590以上 |
| 点数(個) |
0 |
51 |
51 |
77 |
205 |
256 |
| 比率(%) |
0 |
8 |
8 |
12 |
32 |
40 |
|
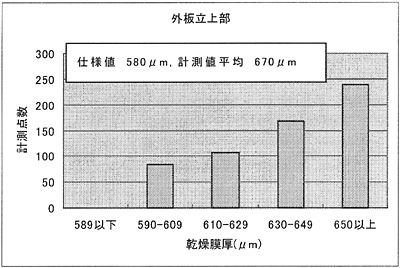
表5.1.3-2 仕様値と計測値 −外板立上部−
仕様値
(μm) |
乾燥膜厚(計測値)(μm) |
計測点
(個) |
| 最低 |
最高 |
平均 |
| 580 |
590 |
800 |
670 |
600 |
|
乾燥膜厚
(μm) |
589以下 |
590-609 |
610-629 |
630-649 |
650以上 |
| 点数(個) |
0 |
84 |
108 |
168 |
240 |
| 比率(%) |
0 |
14 |
18 |
28 |
40 |
|
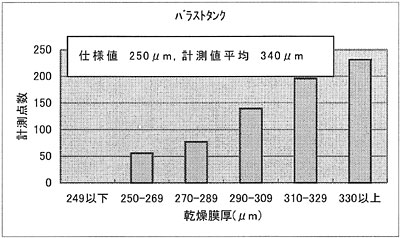
(2)バラストタンク塗料
中央部バラストタンクに対する仕様値と計測値の比較を以下に示す。
表5.1.3-3 仕様値と計測値 −中央部バラストタンク−
仕様値
(μm) |
乾燥膜厚(計測値)(μm) |
計測点
(個) |
| 最低 |
最高 |
平均 |
| 250 |
250 |
490 |
340 |
700 |
|
乾燥膜厚
(μm) |
249以下 |
250-269 |
270-289 |
290-309 |
310-329 |
330以上 |
| 点数(個) |
0 |
56 |
77 |
140 |
196 |
231 |
| 比率(%) |
0 |
8 |
11 |
20 |
28 |
33 |
|
図5.1.3-1 膜厚計測値 −外板平底部−
図5.1.3-2 膜厚計測値 −外板立上部−
図5.1.3-3 膜厚計測値 −バラストタンク−
仕様値と計測された乾燥膜厚の平均値を比較すると、外板平底部で680/500=1.36、外板立上部で670/580=1.15、バラストタンクで340/250=1.36であり、本結果では仕様値より実際の膜厚は15〜36%程度厚くなっている。
|