|
1. 研究の目的
舶用大型2サイクルディーゼル機関において発生するトラブルのうち、多くはピストンリング、シリンダライナ、及びその潤滑に使用される注油に関するものであることが分かってきた。
ピストンリングとシリンダライナ(以下リング・ライナと省略)の潤滑は、ライナ摺動面に設けた注油孔から供給されるシリンダ油によって行われる。
シリンダ油は高温の過酷な条件で使用されるため、特殊な油が用いられる。そのため、コストが高く、多量なシリンダ油を供給すると船舶の運航経費が高くなる。したがって、舶用大型2サイクルディーゼル機関の信頼性と運航経費の削減を両立させるためには、必要以上のシリンダ油を供給しなくても、リング‐ライナ間が良好に潤滑可能な最適条件を求めることが必要となる。
一方、現状シリンダ内での潤滑油の挙動は十分に把握されていない。そのため、これまでは注油法、注油量などをパラメータとした試験を繰り返し実施し、試行錯誤的に必要な注油量の調査を実施してきた。しかし、この方法では試験が大規模になり、試験費用と時間がかかるために、効果的に最適注油法、注油量を見出すのには不向きである。最近、効率的な注油方法として、ALPHAシステム、SIPシステム等が開発され実績が出てきているが、これらのシステムは共にシリンダ油の供給面を扱っているのみで、注油(供給)された油がシリンダ内でどのように油膜を形成しているのかは、依然として明確にはなっていない。また、実際のディーゼル機関での試験において、リング‐ライナ間の油膜厚さなど潤滑に関する評価を行う上では欠くことのできないデータについては、計測の困難さから取得されていない。
リング‐ライナ間の潤滑状態を解析するシミュレータについても、これまでいくつかのツールが開発され市販されているが、いずれもシリンダ油のピストン運動方向への流れを考慮したものであって、舶用大型2サイクルディーゼル機関のように注油孔から局所的にシリンダ油を供給し、ライナの円周方向に広がりながら潤滑する状態をシミュレーションすることはできない。そのため、シリンダ油のライナ円周方向への広がりを考慮できるシミュレータを用いた検討を実施する必要がある。
以上のような背景から、本研究では現在の舶用大型2サイクルディーゼル機関の最重要課題であるシリンダ内での潤滑油の挙動をシミュレーション及び実際のディーゼル機関における特殊な計測により明らかにし、船舶の定時運航性の確保、長期信頼性の向上、シリンダ潤滑油消費の大幅低減により他国製機関との間に圧倒的差別化を図ることを目的とする。
実際に運航している大口径機関の油膜厚さの計測結果および計算結果をもとに、大口径機関のリング・ライナの潤滑状態を評価し、最適な設計、製造、潤滑、運航、保守技術の改善を提言する。以上の成果を利用することによって、潤滑油消費量を現状の1.5〜1.2g/PShから0.7g/PShへの低減の目処付けを行う。
目標の達成度
(1)潤滑油注油量の節減(現行1.2g/PSh→0.7g/PShに低減)
目標である注油率0.7g/PShは、実船計測および計算の両面から実現可能であることを確認した。また、油膜形成メカニズムを把握することが出来た。
(2)運航経費の節減(年間あたりの節減可能推定経費)
以下の条件にて試算した。
・出力 :70,000PS
・平均負荷 :85%
・年間運航時間 :8,000h
・比重 :0.86kg/litter
・潤滑油価格 :200円/litter
(1)1.2g/PSh→0.7g/PSh(Δ0.5g/PSh)に低減した場合
0.5g/PSh(低減量)×70,000PS×0.85×8,000h=238,000,000g
238,000kg÷0.86kg/litter×200円/litter=約5,540万円/年
(2)0.7g/PShに低減後、更に常用負荷域(運航時間の75%)において0.5g/PShに低減した場合
0.2g/PSh(更なる低減量)×70,000PS×0.85×8,000h×0.75=71,400,000g
71,400kg÷0.86kg/litter×200円/litter=約1,660万円/年
→トータル約7,200万円/年
常用負荷域は油膜が安定しており、更なる低減の可能性があり、0.5g/PShまで低減した場合、常用負荷域は全体の約75%割合を占めており、更なる低減代約1,660万円/年、即ちトータル額約7,200万円/年の低減となる。
3.1 3次元油膜挙動シミュレータ
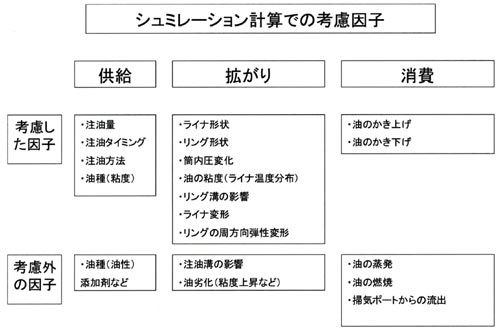
本研究のシミュレーションにおいて、リング・ライナ間の潤滑に影響を与えるパラメータとして考慮した因子、考慮外の因子を図3.1.1に整理した。
図3.1.1 3次元油膜挙動シミュレータでの考慮因子
シリンダ油消費低減のためにリング形状等のパラメータの最適化を行う必要があるが、各パラメータが油膜形成、シリンダ油掻き上げ量に与える影響を効率的に評価するために、本研究では品質工学(タグチメソッド)の手法を用いたパラメータスタディを実施した。
本研究のパラメータスタディの計算に対して、三井造船(株)がH14年度に油膜厚さ計測を実施したMTE40S試験機関(表3.2.1)の運転条件(筒内圧等)を用いた。
表3.2.1 機関仕様
| 機関名 |
|
MTE40S |
| 軸出力 |
kW |
776 |
| シリンダ直径 |
mm |
400 |
| ストローク |
mm |
800 |
| シリンダ最高圧力 |
bar |
160 |
| 回転数 |
rpm |
300 |
|
今回検討した注油範囲とリング形状に関する検討パラメータを表3.2.2、計算条件(直交表)を表3.2.3に示す。各パラメータの意味については図3.2.1に示す通りである。
また、上記パラメータに対する目的パラメータは以下の通りである。
(1)油膜厚さ最大
(2)潤滑油消費量最小
ここで、油膜厚さに関しては、焼付きの過酷さについての目安となるPV値(リング間差圧×ピストン速度)が最大となる位置での油膜厚さで評価する。また、潤滑油消費量については摺動面外に排出される潤滑油量(かき上げ量)とし、基準条件に対するかき上げ量の比(以後、かき上げ量比)として評価する。本計算では実機関のリング形状と従来注油法に最も近い条件である計算No.2を基準として評価した。
表3.2.2 注油範囲とリング形状のパラメータ
| 因子 |
水準 |
| 記号 |
名前 |
1 |
2 |
3 |
| A |
注油幅/注油点間隔 |
0.1 |
0.25 |
0.5 |
| B |
注油幅/注油範囲高さ |
2/3 |
1 |
2 |
| C |
リング曲率半径/シリンダボア径 |
0.75 |
1 |
1.25 |
| D |
リング頂点位置/リング幅 |
0.8 |
0.9 |
0.95 |
|
表3.2.3 注油範囲とリング形状をパラメータとした計算条件
| 計算No. |
計算条件 |
| A |
B |
C |
D |
| 注油幅/注油点間隔 |
注油幅/注油範囲高さ |
リング曲率半径/シリンダボア径 |
リング頂点位置/リング幅 |
| 1 |
0.1 |
2/3 |
0.75 |
0.95 |
| 2 |
0.1 |
1 |
1 |
0.8 |
| 3 |
0.1 |
2 |
1.25 |
0.9 |
| 4 |
0.25 |
2/3 |
1 |
0.9 |
| 5 |
0.25 |
1 |
1.25 |
0.95 |
| 6 |
0.25 |
2 |
0.75 |
0.8 |
| 7 |
0.5 |
2/3 |
1.25 |
0.8 |
| 8 |
0.5 |
1 |
0.75 |
0.9 |
| 9 |
0.5 |
2 |
1 |
0.95 |
|
図3.2.1 最適化検討パラメータ
|