|
環境に配慮した次世代FRP搭載艇の製造方法に関する調査研究
ヤマハ発動機株式会社
1. 調査研究の目的
搭載艇としてしばしば使用されるFRP製小型船舶の製造において多用されるポリエステル樹脂から揮散するスチレンはPRTRの対象物質でもあり、その削減が求められつつある。併せて作業環境を改善するという目的からも何らかの方策を採ることが望まれている。
そのため、揮散スチレンを低減させることを目的として、注入成形法(クローズドモールド)が注目されている。クローズドモールドにおいて最も特徴的なことは通常、人の手を介してローラーなどで樹脂を強化材に含浸させるところを、強化材をセットした型にバッグやもう一つの型をかぶせて閉じ、機械で樹脂を注入して成型を完了してしまうところにある。しかし、本注入成型法では、製造する船舶の仕様によって樹脂の粘度や型の強度、注入機の仕様などが変わる。本調査研究は実験装置を用いて、注入条件による影響要因の一部を定量的に評価するとともに、本注入成形法(クローズドモールド)による製造手法の妥当性を検証することを目的に実施する。
2. 実施経過
2.1 実施項目
樹脂の流れを観察するため、アクリル板を型として簡単な注入試験を行う。
(1)実験装置の設計・製作
(2)実験装置を用いた注入時間計測(補助対象)
(3)理論式と実験結果の比較
2.2 実施期間
| 試験装置の計画及び設計 |
平成13年4月〜5月 |
| 試験装置の製作 |
平成13年6月〜7月 |
| 注入試験及び理論式と実験結果の比較 |
平成13年7月〜12月 |
| とりまとめ及び報告書の作成 |
平成14年1月〜2月 |
2.3 実施場所
ヤマハ発動機 舟艇事業部 製品開発室内実験室
3. 実施内容
3.1 理論式
試験結果を評価するにあたって、土木工学において地下水の流動を表現する方法として用いられるDarcyの法則を利用することとした。
単位時間・単位断面において流れる水量(本実験においては樹脂量)は圧力勾配に比例すると言うもので、以下のような式で表される。
 ・・・(1.1) ここでQは流量、ΔPは圧力差、Aは断面積
粘性と距離の項を加えて上式を書き換えると、以下のように表せる
 ・・・(1.2) ここでηは粘性係数、Lは流動距離、Kは透過率
3.2 試験装置と試験手順
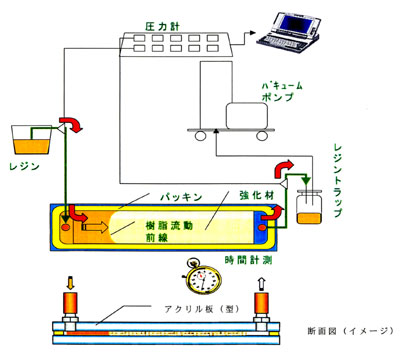
図−1に示された装置で樹脂の流れる時間を計測する。
図−1
以下に試験手順を示す。
| (1) |
一定の寸法(300mm×80mm)に裁断された強化材(ガラス繊維)をアクリル板上のパッキンで仕切られた区画にセットする |
| (2) |
押さえ型として(1)と同一寸法のアクリル板をかぶせステンレスのフレームを用いてバイスグリップで型締めする |
| (3) |
(2)の押さえ型に配された2つのニップルの一方に注入用のホースを、もう一方に吸引用のホースを取付ける |
| (4) |
注入側のホースの口をバイスグリップで閉じ、吸入側のホースをバキュームポンプにつないで型内を減圧する |
| (5) |
硬化剤を添加攪拌した注入用樹脂を入れた缶に注入側のホースをセットし、バイスグリップを解放する |
| (6) |
流れ始めた樹脂が型内のガラス繊維に到達してから抜けるまでの時間を計測する |
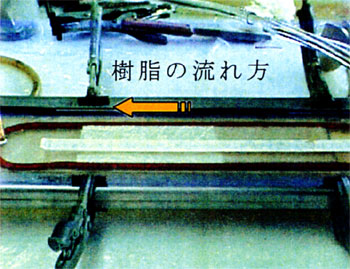
写真1
樹脂を注入中
写真2
注入完了後
3.3 供試材料
試験に使用した材料は強化材(ガラス繊維)と樹脂および硬化剤である。それぞれの仕様を以下に示す。
3.3.2 強化材
本試験では一般的な成形で使われているガラス繊維を素材として、構造の違いにより数種類の材料を選択した。汎用的なチョップドストランドマットや従来よりRTMなどで使用されている材料、および今後増加するであろうニットファブリック*1などである。
名称と諸元は表−1の通りである
| *1 |
樹脂の流れや賦形性を改善するために不織布を、ロービングクロスやマットなどでサンドイッチし、ポリエステル繊維などで縫い合わせたもの |
| 各称 |
重量g/m2 |
構造 |
メーカーまたは取り扱い |
| M4 |
450 |
チョップドストランドマット |
セントラル硝子 |
| R6 |
580 |
ウーブンロービング |
セントラル硝子 |
| 450D |
450 |
RTM用チョップドストランドマット |
日東紡 |
| M450SP250M450 |
1150 |
ニットファブリック |
FRPサービス |
| CFM4 |
450 |
バインダレスチョツプドストランドマット |
FRPサービス |
| ユニフィロT813 |
450 |
コンティニュアスストランドンドマット |
ベトロテックス |
|
表−1
3.3.2 樹脂
注入用ポリエステル樹脂は1種類に固定した。ただし、粘度の影響を確認するため、粘度は数パターンに振る試験も実施した。諸元は表−2による(参考までにハンド成型用の樹脂も併記する。)
| 名称 |
粘度(mPa・s) |
ゲルタイム(分) |
スチレン含有率(%) |
メーカー |
| SD25M |
80±15 |
60±9 |
40±1.5 |
日本触媒 |
| 汎用樹脂 |
300±40 |
22±3 |
40±3 |
− |
|
表−2
3.3.3 硬化剤
硬化剤も注入成型にとって重要なファクターではあるが、今回の試験では短時間の樹脂の透過性を確認するだけであるので名称を記すにとどめる。
トリゴノックス40(メーカー:化薬アクゾ)
3.4 試験条件
3.4.1 温度
試験は雰囲気、樹脂、強化材、型全て25℃±2℃以内に保持して樹脂の粘度に影響しないようにした。
3.4.2 硬化時間
硬化剤量は1.5%とした。このときのゲルタイムはおおよそ40分である。
|