4. プロペラ・軸系整備修繕基準
4.1 適用範囲
この基準は、就航船舶の銅合金プロペラ、プロペラ軸およびその付属品、可変ピッチプロペラ装置のプロペラ部およびプロペラ軸部の検査ならびに整備・修繕を行う場合に適用する。
4.2 プロペラ
1) 検査
検査に支障がないように表面を清掃する。
(1) 検査項目
検査項目は次のとおりとする。
[1] 曲損
[2] 欠損
[3] 亀裂
[4] キャビテーションエロージョン(潰食)およびコロージョン(腐食)
[5] 組立形プロペラの場合は、翼取付けボルトの損傷
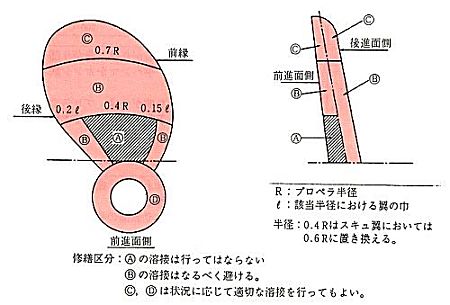
(2) 検査方法 目視検査とし、亀裂が発生しているおそれがある場合は、カラーチェック検査を行なって、状態を確認する。ただし、前進面側翼根元R部の中央付近より0.4Rまでの間は、カラーチェック検査を必ず行わなければならない。なお、スキュープロペラの場合は0.6Rに置き換える。
2) 修繕区分 修繕を行う箇所を分け、修繕区分として、3・73図に示すとおり、 [A][B][C]および[D]を定める。厚さ方向の区分は、その部分の厚さの1/2とする。なお、[D]はボスの全表面とし、組立形プロペラの場合の鋳鋼製または、鋳鉄製のボスにも適用する。
3・73図 プロペラの修繕区分図
3) 修繕方法
(1) 曲損
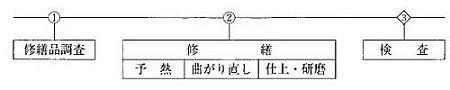
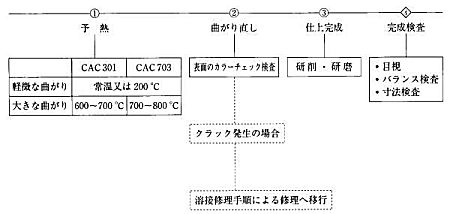
[1] 修繕作業の工程は下記に示す通りとする。
[2] 作業要領 修繕作業の要領は手順書および3・73図修繕区分図に基づき3・6表に示す通りとする。
3・6表 作業要領
| 工程 |
作業内容 |
使用機器 |
実施項目 |
[1]
調
査 |
・表面汚れ落とし
・損傷程度調査
・プロペラ要目確認 |
・目視
・スケール
・カメラ |
|
[2]
修
繕 |
予
熱 |
・常温又は予熱 |
・ガスバーナ等の加熱機
・温度計 |
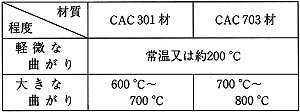
・曲がり直し予熱温度条件
 |
曲
が
り
直
し |
・曲がり個所を平らにする |
・手ハンマ
・大槌
・プレス
・カンシ鋏
・当て金
・スケール
・加熱器
・温度計 |
・微小な曲がりは、曲がり部を適当な当て金で受け、手ハンマかカンシ鋏で徐々に、平らにする
・大きな曲がりは、プレスで徐々に平らにするか、予熱状態において大槌にて平らにする |
仕
上
・
研
磨 |
・曲がり直し後の仕上げ加工及び研磨 |
・ピッチ計測器
・サンダ
・ヤスリ
・スケール
・パス |
・翼の仕上面は、曲がり直し後の凹凸を除去する程度とする
・プロペラ表面の粗度は、μRz=18以下を目安とする
・極めて浅く微小な亀裂或いはエロージョンなどは、その部分を滑らかに整形する |
[3]
検
査 |
・仕上・研磨後の確認 |
・目視
・ピッチ計測器
・釣合試験機
・スケール
・パス |
・寸法チェック
・カラーチェック検査
・静的或いは動的バランス
・成績表作成 |
[3]作業手順は下記の通り
(2) 欠損
欠損の修繕方法は、無処置、削除整形、肉盛り溶接または、切り継ぎ溶接とし、そのいずれを採用するかは、発注者の指定による。
(3) 亀裂
修繕区分[A]の翼面に生じた亀裂は、検査機関の立会いのもとに削除整形する。なお、いかなることがあっても溶接を行ってはならない。できれば削除整形の前に拡大写真をとるのが好ましい。
(4) キャビテーションエロージョン(潰食)およびコロージョン(腐食)
修繕区分にかかわらず、キャビテーションエロージョンおよびコロージョンの修繕方法は、無処置、削除整形または、肉盛り溶接とし、そのいずれを採用するかは、発注者の指定による。ただし、修繕区分[A]には、肉盛り溶接を行ってはならない。肉盛り溶接を行う場合には、あらかじめ検査機関の了解を必要とする。
(5) 組立形プロペラの羽根取付ボルトの損傷
ボルトを取りはずしたときは、ボルトの伸びを計測し、カラーチェック検査を行う。亀裂が検出された場合は、取り換えるとともに、検査機関に連絡する。また、ボルトの伸びが計測された場合の処置については、検査機関と協議して決める。(伸びたボルトは再使用できない)
4) プロペラ修繕可否判定基準
判定の基準は下記に示す通り
| 内 容 |
損 傷 ・ 状 態 |
修繕の不否基準 |
| 1 翼の曲損 |
1) 曲り角度が約90゜以上で、曲りの部位が |
|
| i 前縁側は部位の羽幅の15%以上 |
i 否 |
| ii 後縁側は部位の羽幅の20%以上 |
ii 否 |
| iii 但し、修理区分Aにかからない場合 |
iii 切継溶接にて可 |
| iv 母線上の曲がり位置が0.7R以下の場合 |
iv 否 |
| 2 翼の欠損及び亀裂 |
1) 欠損及び亀裂の端が修理区分Aの部位に及ぶ長さの場合 |
1) 否 |
| 2) 翼輪郭の欠損及び亀裂の長さが当該翼幅の3%以下の場合 |
2) 原則として追込み仕上にて、可 |
| 3) 亀裂の深さが、その部位の翼厚に対し |
|
| i 10%まで |
i 削除整形にて可 |
| ii 10%を超え30%未満 |
ii 溶接補修にて可 |
| iii 30%を超える場合 |
iii 否 |
| iv iiiに対し損傷位置が0.7Rより先端の場合 |
iv 切継溶接にて可 |
| 4) ピッチ狂いが当該計測箇所において計画ピッチに対して±6%を超える場合 |
4) 否 |
| 5) 翼の厚さが船舶機関規則に定める厚さの90%未満の場合 |
5) 否 |
| 6) ボス部の損傷 |
6) 状況判断によって、その都度対応を計る。 |
| 3.キャビテーションエロージョン及びコロージョン |
1) 損傷の深さが、 直径×0.003mm (但し、最大10mmまで) 以下の場合 |
1) 研削修繕にて可 |
| 2) 1)越える場合 |
2) 溶接補修にて可 |
| 3) 翼幅郭部の損傷 |
但し、一枚の翼表面積の20%以内とする。 |
| i 翼幅の3%未満の場合 |
i 輪郭を追込み仕上整形にて、可 |
| ii 翼幅の3%を越える場合 |
ii 溶接補修にて可但し、修理区分[A]は除く |
4.3 プロペラ軸系
プロペラ軸およびその付属品
| No |
検査整備箇所 |
検査項目 |
検査方法 |
整備修繕方法 |
| 1 |
軸身 |
(1) 焼付および変形 |
(1) 目視検査
継手ボルト穴、ピン穴ならびにキー溝の焼付、および変形の有無 |
(1) 軽微なときは、ヤスリまたはサンドペーパで整形する
(2) 継手ボルト穴またはピン穴の損傷が著しいときはオーバサイズに修整する。
(3) キー溝側面の損傷が著しいときは溝幅をオーバサイズに修正する。 |
| (2) 打傷およびすり傷 |
(1) 目視検査 |
(1) 軽度な打傷およびすり傷はヤスリまたはサンドペーパでなめらかに整形する。 |
| (3) 偏摩耗 |
(1) 目視検査
軸受摺動部の偏摩耗の有無
(2) 計測検査
マイクロメータにより軸径の寸法計測を施工 |
(1) 偏摩耗があるときは、検査機関および船主と協議のうえその処置を決定する。
(以下「検、船、協議」という。) |
| (4) 振れ |
(1) 計測検査
振れが生じた疑いがあるときは、船主と協議のうえ振れ検査を施工 |
(1) 振れがあるときは、検、船、協議。 |
| (5) フレッティングコロージョン |
(1) 目視検査
テーパ部およびキー溝側面のフレッティングコロージョンの有無 |
(1) 軽微なときは無処置。
(2) 損傷が著しいときは、検、船、協議
(テーパ部削正または換装する。) |
| (6) 腐食および亀裂 |
(1) 目視検査
腐食がスリーブ端の下にまでおよんでいる疑いがあるときは、スリーブ端を切りあげて検査施工
(2) 非破壊検査
(磁気探傷検査または超音波検査)
スリーブ端の下およびテーパ部ならびに目視検査の結果亀裂の疑いがある部分に施工 |
(1) 規定軸径に影響する有害な腐食および亀裂が発生したとき検、船、協議。
(2) その他の腐食および亀裂はこれを削除し、なめらかに整形する。
(3) キー溝底部に発生した亀裂は検、船、協議。
(4) キー溝端部に発生した亀裂でキー溝深さの範囲のものはこれを削除し、なめらかに整形する。 |
| No |
検査整備箇所 |
検査項目 |
検査方法 |
整備修繕方法 |
| 2 |
スリーブ
(ゴム巻を含む) |
(1) 打傷およびかき傷 |
(1) 目視検査 |
(1) 軽度の打傷およびかき傷があるときは、ヤスリまたはサンドペーパで整形する。 |
| (2) 偏摩耗 |
(1) 目視検査
(2) 計測検査
マイクロメータにより軸受摺動部およびグランドパッキン摺動部の外径寸法の計測 |
(1) 偏摩耗がスリーブの規定厚さを割らない範囲であれば修整加工を行なう。
(2) 偏摩耗が規定厚さを割るときは検、船、協議。
|
| (3) キャビテーションエロージョンおよび腐食 |
(1) 目視検査
(2) カラーチェック検査
腐食部に亀裂の疑いがあるとき施工 |
(1) 腐食がスリーブの規定厚さを割らない範囲であれば修整加工を行なう。
(2) 腐食が規定厚さを割るときは検、船、協議
(3) 腐食部に亀裂があるときは亀裂の修繕方法による。 |
| (4) 亀裂 |
(1) 目視検査
(2) カラーチェック検査
亀裂の疑いがあるとき施工 |
(1) 亀裂がスリーブの規定厚さを割らない範囲であれば修整加工を行なう。
(2) 亀裂が規定厚さを割るときは検、船、協議
|
| (5) 浮き |
(1) つち打検査
浮きならびに浸水の有無 |
(1) スリーブに浮きがあるときは検、船、協議 |
| 3 |
ゴム巻 |
検査修繕に関しては「プロペラ軸ゴム巻検査基準(修理)」(昭和44年3月(社)日本舶用工業会「製造事業場検査技術向上委員会」刊)による。 |
| 4 |
キー |
(1) 焼付、変形および腐食 |
(1) 目視検査 |
(1) キー溝幅をオーバサイズに修整したときは、キーを交換する。
(2) キーの損傷が著しいときは交換する。 |
| 5 |
継手ボルトおよびピン |
(1) 焼付、腐食および亀裂 |
(1) 目視検査
(2) 非破壊検査(カラーチェック検査または磁気探傷検査)
(a) 目視検査で異状が認められた場合
(b) プロペラとプロペラ軸との継手ボルトおよびピン |
(1) 継手ボルト穴またはピン穴をオーバサイズに修整したときは、継手ボルトまたはピを交換する。
(2) 亀裂が発生しているものは交換する。
(3) 焼付、腐食による損傷が著しいときは交換する。 |
4.4 可変ピッチプロペラ
1) プロペラ部
| No |
検査整備箇所 |
検査項目 |
検査方法 |
整備修繕方法 |
| 1 |
翼とボス外表面 |
軸系プロペラ整備修繕基準(昭和47年3月規定)による |
| 2 |
翼とボス摺動環との回転部 |
(1) 漏油 |
(1) 油密試験
回転摺動部の漏油の有無 |
(1) 漏油があるときは、Oリングまたは、摺動環の損傷の程度を調べ、修正または交換する。 |
| 3 |
上記回転部のOリング |
(1) 変形およびび傷 |
(1) 目視検査 |
(1) 変形または傷があるものは交換する。 |
| 4 |
翼取付けボルト穴部 |
(1) 亀裂 |
(1) 目視およびカラーチェック検査 |
(1) 軽微な亀裂があるときは、削除整形する。 |
| (2) 重大な亀裂があるものは、検、船、 協議。 |
| 5 |
翼取付ボルト |
(1) 亀裂 |
(1) 目視およびカラーチェック検査 |
(1) 亀裂があるものは交換する。 |
| 6 |
翼軸と軸受ブッシュ |
(1) 亀裂 |
(1) 目視およびカラーチェック検査 |
(1) 軸部に亀裂があるときは、検、船、協議。 |
| (2) 偏摩耗 |
(1) 計測検査 |
(1) ※すきまが許容値を超えるときは、ブッシュを交換する。 |
| 7 |
リングピンとブッシュ |
(1) 亀裂 |
(1) 目視およびカラーチェック検査 |
(1) ピンに亀裂があるときは、検、船、協議。 |
| (2) 偏摩耗 |
(2) 計測検査 |
(2) ※すきまが許容値を超えるときはブッシュを交換する。 |
| 8 |
クロスヘッドガイドとすべり金 |
(1) 偏摩耗 |
(1) 計測検査 |
(1) ※すきまが許容値を超えるときは、すべり金を交換する。 |
| 9 |
サーボ用ピストンロッドとブッシュ |
(1) すり傷 |
(1) 目視検査 |
(1) 傷があるときは修整する。 |
| (2) 偏摩耗 |
(1) 計測検査 |
(1) ※すきまが許容値を超えるときはブッシュを交換する。 |
| 10 |
ピストンリング |
(1) 折損および偏摩耗 |
(1) 目視検査 |
(1) 折損および偏摩耗があるものは交換する。 |
| (2) 摩耗 |
(1) 計測検査 |
(1) リングの厚みが許容値以下のものは交換する。 |
| 11 |
各固定部のOリング |
(1) 変形および傷 |
(1) 目視検査 |
(1) 変形または傷があるものは交換する。
注) 変形および傷の有無にかかわらず開放したときは、交換する事が望ましい。 |
※印のすきま許容値は製造事業場の基準による。
2) プロペラ軸部
| No |
検査整備箇所 |
検査項目 |
検査方法 |
整備修繕方法 |
| 1 |
プロペラ軸、船外軸ならびに船尾管軸、軸継手、同ボルトおよびキー |
各種損傷 |
4・3による。 |
| 2 |
中空中間軸および継手ボルト |
軸系プロペラ整備修繕基準 (昭和47年3月制定)による。 |
| 3 |
給油管 |
(1)漏油 |
(1) 油圧検査
(a) 試験圧力=W.P×1.5
(b) 漏油の有無 |
(1) 漏油があるときは、原因を調査のうえ、その処置を決定する。 |
| 4 |
変節軸およびすべり金 |
(1)変形 |
(1) 目視検査
継手ねじ部の変形の有無 |
(1) ねじ部に変形があるときは修理する。 |
| (2)偏摩耗 |
(1) 計測検査
すべり金の偏摩耗の有無 |
(1) すべり金に偏摩耗があるときは交換する。 |
| 5 |
軸継手部の防食おおい |
(1)損傷 |
(1) 目視検査
外部損傷の有無 |
(1) 外部損傷があるときは、修整または交換する。 |
| (2)浸水 |
(1) 目視検査
内部への浸水の有無 |
(1) 浸水があるときは、軸継手のさびを除去する。 |
| 6 |
各固定部のOリング |
4・4(1)No11に準じる。 |
|
以上に掲げた部品は、各事業場に共通したものに限ったが、その他、設計のちがいによる固有部品については、各事業場でそれぞれ自主検査基準ならびに整備・修繕要領を作成し、検査・修繕業務者の技術水準の向上をはかる必要がある。