1)プロぺラが重すぎる場合
海上試運転で,プロペラをまわした際に,機関の排気温度が高くなって,定格回転数まで回転を上げることが危険になる場合がある。すなわち,この時には,規定の回転数まで回転を上げることができない。
この原因としては,プロペラのピッチが大きすぎて,プロペラをまわすに必要とされるトルクが予想外に大きいことにある。
また,このようにピッチが大きくなりすぎた原因は,船の馬力と速度の推定に誤りがあったか,伴流係数の推定が不適当であったかのいずれかにある。
この対策としては,プロペラのトルクを小さくする為に次の三つが考えられる。
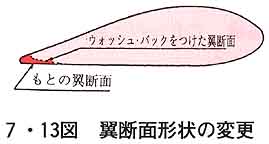
(1)翼断面形状を変更して,プロペラの有効ピッチを減少させる。
これは7・13図に示すように,翼断面の後縁の圧力面側をけずりとって,ウオッシュ・バックをつける方法で,有効ピッチが減少し,若千プロペラの回転数を上昇できる。
この場合,プロペラの静的バランステストを省略することがある。翼後縁側ウオッシュバック加工時には各翼の加工切削量が均等になる様に切削し各翼の切削量の重量を計測して,各翼の重量バランスを確認する。
(2)プロペラ直径をカットする
直径が小さくなれば,ピッチが同一であっても,プロペラを同一回転数でまわすに必要とするトルクの量は著しく減少し,同一出力における回転数は上昇することになる。
プロペラ直径カット量によっては,プロペラ性能が低下し従って船速が低下することがあるので,直径カット量の決定に当っては十分留意のこと。
(3)プロペラ翼を振る
この方法はプロペラの翼根部をソフトバーナなどでカロ熱し,翼先端に治具を固定し油圧ジャッキなどで,翼を振リピッチを減少させ,翼を永久変形させる。
この場合,振り修正作業時は,プロペラ加熱温度管理に十分留意し,プロペラ材質に影響を及ぼさない温度(マンガン黄銅の場合500〜800℃,アルミニュウ青銅の場合750〜950℃程度)とする。