|
準定常状態での強非線形領域BをFig. 18に、各温度ステップでのB領域の要素数をFig. 19に示す。準定常状態でB領域に含まれる要素数はFSW-singleで約350と全体の2%、FSW-paraで約750と全体の4.4%となっている。また、FSW-paraに示すように、ISMではB領域が複数個所に分かれて存在する場合でも解析が可能である。
Fig. 18 Nonlinear region B of FSW model.
Fig. 19 Number of B element of FSW model.
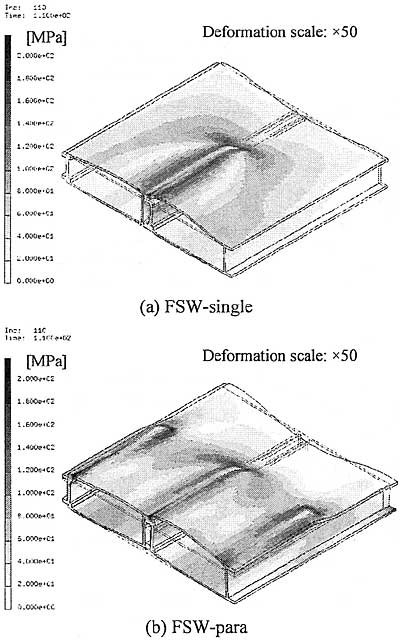
準定常状態での変形モードと応力分布をFig. 20に、回転変形量の計測結果と計算結果の比較をFig. 21に示す。FSWのみのFSW-singleでは最終的な回転変形量は一致しているが、途中の回転変形量の差は大きくなっている。これは、実際の接合線には初期すき間があり、さらにラップしている合わせ面の摩擦があることを、ISMによる計算では考慮していないことに原因があると考えられる。FSW+端部加熱のFSW-paraでは計測と計算は共に回転変形が発生していない。この結果より、FSWのみの場合では回転変形が発生し、FSW+端部加熱の場合では回転変形が抑制されている計測結果と同じ傾向がISMを用いた溶接シミュレーションの結果でも得られることが確認できた。
| Fig. 20 |
Deformation and stress distribution of FSW model. |
Fig. 21 Rotational distortion of FSW model.
各温度ステップでの計算時間の積算値をFig. 22に、計算時間と使用メモリをTable 3に示す。計算時間はFSW-singleが3.9時間、FSW-paraが12.1時間となっており、B領域が1箇所から3箇所に増えたので計算時間も約3倍となっている。
Fig. 22 Computing time history of FSW model.
Table 3 Computing time of FSW model.
| Model |
Temperature steps |
Computing time |
Ratio |
Memory size |
| FSW-single |
320 |
3.9Hr |
1.0 |
1.7GB |
| FSW-para |
335 |
12.1Hr |
3.1 |
1.7GB |
|
| Model size: |
17.025 elements, 27,664 nodes. 81.716 freedoms |
4. 結言
著者らが開発した反復サブストラクチャー法による溶接シミュレーションの実機適用性を確認するために、まず、円板の例題を実施し、汎用FEMと同等の計算結果が得られることを確認し、従来よりも161倍、汎用FEMより9.6倍高速であることを確認した。次に、67万自由度の大規模モデルの計算を行い、4.4日で計算可能なことを確認した。最後に実機例題としてFSW回転変形試験の計算を行い、実機での溶接変形発生状況を模擬できる計算を12時間で行えることを確認し、本手法の有効性を明らかにした。
参考文献
1) F. Boitout and J. Bergheau. The Numerical Simulation of Welding in Europe: Present Capabilities and Future Trends, Proc. of the International Symposium of JWRJ 30th Anniversary, 2003, 87-100.
2) J. Goldak, M. Mocanita, V. Aldea, J. Zhou, D. Downey and D. Dorling, Predicting Burn-through When Welding on Pressurized Natural Gas Pipelines, Proc. of PVP' 2000, 1-8.
3) S. B. Brown and H. Song, Rezoning and Dynamic Substructuring Techniques in FEM Simulations of Welding Processes. ASME Journal of Engineering for Industry, Vol.155, 1993, 415-423.
4) H. Nishikawa. I. Oda, M. Shibahara. H. Serizawa and H. Murakawa, Three-dimensional Thermal- elastic-plastic FEM Analysis for Predicting Residual Stress and Deformation Under Multi-pass Welding, Proc. of ISOPE'04, Toulon, France, CD-ROM.
5) H. Nishikawa, I. Oda, H. Serizawa and H. Murakawa, Development of High-speed and High-precision FEM for Analysis of Mechanical Problems in Welding, Trans. JWRI, Vol.33, (2004), No.2.
6) H. Murakawa, I. Oda, S. Ito, H. Serizawa, M. Shibahara, H. Nishikawa, Iterative Substructure Method for Fast Computation of Thermal Elastic Plastic Welding Problems. J. Kansai Soc. N. A., Japan, N0.243,(2005)
7) H. Nishikawa, M. Fujimoto, T. Yoshikawa, Control of Rotational Distortion in Friction Stir Welding, J. Kansai Soc. N. A., Japan, No.242, (2004)
|