|
6. 引張強度特性との関連
前章までに、ウェブにピットが存在する場合のせん断強度特性について検討した。本章では、3点曲げ試験で用いたウェブと同じ板厚をもつ試験片に模擬腐食ピットを設けて引張試験を実施し、引張強度特性に及ぼすピットの影響とそのせん断強度特性との関連について述べる。
6.1 供試材
供試材は、YP32鋼であり、前述した3点曲げ試験で用いた小型構造物モデルのウェブと同じ板厚5mm及び6mmの板材を用いた。ここで、板厚5mmの板材は板厚6mmの板材を減厚加工したものである。本材の降伏点は404MPa、引張強さは578MPa、破断伸びは31%である。
6.2 引張試験片
引張試験片は、幅55mm、標点間距離135mmであり、板厚5mm及び6mmの鋼板から切り出し、ドリル加工により模擬腐食ピットを設けたものを用いた。小型構造物モデルの場合と同様に、模擬腐食ピットの直径は20mmとし、直径と深さの比が8:1の円錐形とした。Table 5に、引張試験に用いた6種類のピット分布におけるピット個数及びピット面積率を示す。ここで、ピット面積率とは、試験片の標線間(55mm×135mm)における模擬腐食ピットの面積の占める割合である。また、Table 6に本実験で用いた12本の試験片の板厚(模擬腐食ピット加工前の板厚)、ピット分布及び平均減肉量を示す。
Table 5 Type of Pit Distribution in Tensile Test
| No. |
Pit Dia.
(mm) |
Number of Pits |
Area Ratio of Pit |
| A-1 |
- |
0 |
0.00 |
| A-2 |
20 |
6 |
0.25 |
| A-3 |
20 |
12 |
0.51 |
| A-4 |
20 |
17 |
0.72 |
| C-5 |
20 |
1 |
0.04 |
| G-1 |
20 |
27 |
0.90 |
|
Table 6 Small Tensile Test Specimens
| T.P. |
t
(mm) |
Pit Distribution |
Average Thickness Loss(mm) |
| Side A |
Side B |
| LA1 |
6 |
A-1 |
A-1 |
0.00 |
| LC5 |
6 |
C-5 |
C-5 |
0.07 |
| LA2 |
6 |
A-2 |
A-2 |
0.42 |
| LA3 |
6 |
A-3 |
A-3 |
0.85 |
| LA4 |
6 |
A-4 |
A-4 |
1.20 |
| LG1 |
6 |
G-1 |
G-1 |
1.76 |
| MA1 |
5 |
A-1 |
A-1 |
0.00 |
| MC5 |
5 |
C-5 |
C-5 |
0.07 |
| MA2 |
5 |
A-2 |
A-2 |
0.42 |
| MA3 |
5 |
A-3 |
A-3 |
0.85 |
| MA4 |
5 |
A-4 |
A-4 |
1.20 |
| MG1 |
5 |
G-1 |
G-1 |
1.76 |
|
6.3 引張強度、破断伸びに及ぼす腐食ピットの影響
公称引張強さと平均衰耗率の関係をFig. 13に示す。この図には、既報[23]における実腐食部材(船齢14年、元厚10mm、腐食ピット平均直径25〜30mm)の実験結果をあわせてプロットしてある。本論文では、公称引張強さをσnominal=Pmax/A0で定義する。ここで、Pmax、A0は、それぞれ最大荷重、模擬腐食ピットを設ける前の断面積である。模擬腐食ピットを設ける前の断面積A0は、模擬腐食ピットを設ける前の板厚に試験片の幅を掛け合わせたものである。Fig. 13から分かるように、公称引張強さは衰耗率の増加とともに徐々に低下している。また、実腐食部材を用いた実験結果はばらついており、模擬腐食ピットを設けた試験体の実験結果は、実腐食部材を用いた実験結果の下限値に近い値をとっている。これは、板厚5mmあるいは6mmの試験体に設けられた直径20mmの模擬腐食ピットは実腐食部材の板厚10mmの場合に換算すると直径40mmあるいは33mmのピットとなり、実腐食部材に発生していた腐食ピット(平均直径25〜30mm)の場合よりも相対的にピットが大きいためと考えられる。
| Fig. 13 |
Relationship between Average Thickness Loss and Nominal Tensile Strength |
| Fig. 14 |
Relationship between Average Thickness Loss and Total Elongation |
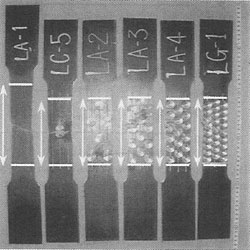
破断伸びと平均衰耗率の関係をFig. 14に示す。この図には、既報[23]における実腐食部材(船齢14年、元厚10mm、腐食ピット平均直径25〜30mm)の実験結果をあわせてプロットしてある。この図から分かるように、ピットによる衰耗がある場合、破断伸びは著しく低下している。また、実腐食部材を用いた実験結果には若干のばらつきが見られる。それに対して、模擬腐食ピットを設けた試験体の実験結果は、実腐食部材を用いた実験結果の下限値に近い値をとっている。これは、上述の通り、板厚5mmあるいは6mmの試験体に設けられた直径20mmの模擬腐食ピットが実腐食部材(板厚10mm)に発生していた腐食ピットよりも相対的に大きいためと考えられる。実験後の試験体の例をPhoto 3に示す。この写真からも模擬腐食ピットを設けた試験体では変形量が小さいことが分かる。ピットがある場合に破断伸びが低下するのは、ピットが存在するため試験片の各断面の面積が異なり、最小断面においてひずみが集中し、破断に至ることから試験体全体の変形量が小さくなるためと考えられる[23],[24]。
Photo 3 Tensile Test Specimens after Test (t0=6mm)
腐食ピットが発生している部材強度には、部材板厚、腐食ピットの形状、大きさ、個数などのパラメータが影響を及ぼすと考えられるが、上記の引張試験結果から考えると、前述の小型構造物モデルの模擬腐食ピットを設けたウェブの状態(元厚5mmあるいは6mm、模擬腐食ピット直径20mm)は、実部材[23](船齢14年、元厚10mm、腐食ピット平均直径25〜30mm)よりも厳しい条件であるといえる。
前述の通り、小型構造物モデルを用いた試験において、ウェブに模擬腐食ピットを設けていない場合、ウェブ破断が生じないが、ウェブに模擬腐食ピットを設けた場合、ウェブ破断が生じる。これは、上述の引張試験結果から分かるように、ピットの存在によりウェブの破断伸び(引張荷重下の変形能力)が小さくなり、斜張力場に働く引張荷重に抵抗しきれず、破断が生じるためと考えられる。前述の通り、ピット面積率が大きくなるほど破断に至るまでの変形量が小さくなる。Fig. 4から分かるように、ピット面積率が50%を超えるG3-5(H3-5)では、ピットを設けていないG3-1(H3-1)の座屈開始荷重時の変形量にも達しないうちに破断に至っている。腐食衰耗した部材の切替え基準を考える際に、部材の変形能力を考慮するのは非常に困難であるが、ピットの大きさに応じて、ピット面積率をある範囲内におさえることなどによって、部材の変形能力を確保することは可能ではないかと考えられる。
|