|
No.4/36
船を造るII
1. ガス切断(せつだん)
船体は鋼材(こうざい)をいろいろな形に切断したあと、曲げたり溶接(ようせつ)したりしてつくられます。その切断加工のほとんどはガス切断によって行われています。ガス切断の方法には手動切断と台車で切断機を移動させる自動切断があります。自動切断はさらに、直線方向にだけ切断するものや円だけ切断する専用機を使うものがあり、また「エレクトロニクス・アイ・トレーサ(光電式倣い(こうでんしきならい)装置)」を使って自由にいろいろな形を切断できるものがあります。
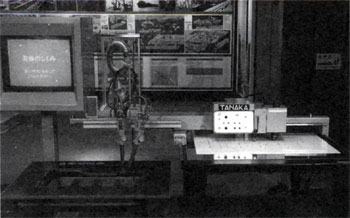
「エレクトロニクス・アイ・トレーサ」は電子の目で図形を正確に読みとり、行動する方向を機械全体に指令する装置です。右の機械は「KT530IC自動ガス切断機」とよばれるもので「エレクトロニクス・アイ・トレーサ」を装備した比較的小型のものです。造船所では幅20メートル以上にもおよぶ大型の自動ガス切断機も使われています。
KT530IC自動ガス切断機
| (現在切断機はコンピュータで遠隔操作(えんかくそうさ)され、広い場所を自由に動くことができるようになり、今までより大きな部材(ぶざい)の切り出しができるようになりました。) |
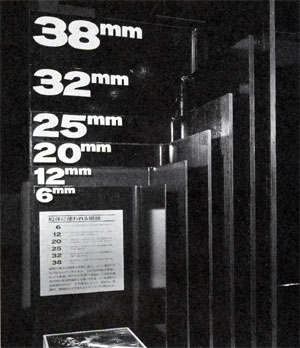
船体に使われている鋼材の厚さ
| 38mm− |
超大型タンカーの外板や甲板(こうはん)に使われる。 |
| 32mm− |
超大型タンカーや鉱石運搬船(こうせきうんぱんせん)の外板や甲板に使われる。 |
| 25mm− |
大型タンカーや鉱石運搬船の外板や甲板に使われる。 |
| 20mm− |
大型タンカーや鉱石運搬船の外板や甲板に使われる。 |
| 12mm− |
中型の貨物船の外板に使う。大型船では内部隔壁(ないぶかくへき)などに使われる。 |
| 6mm− |
遊覧船や渡し船の外板や甲板に使われる。 |
| *鋼材の厚さの種類は非常に多く、ここに示した物もほんの一例にすぎません。これらは広範囲に最もよく使われている軟鋼(なんこう)で、この他にも色々な種類の鋼材が使われています。 |
2. 電気溶接(でんきようせつ)
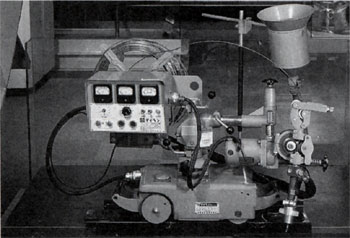
日本の造船業が長い間世界のトップの地位を保ち続けられたのは、すぐれた設計や工作法の開発、造船業に関連する色々な産業の発達があったからですが、そのほかに「電気溶接技術」の開発普及があったことも忘れてはなりません。電気溶接は、それまでのリベット工法にかわり建造日数を短くするとともに、船の強度をさらに高めることになりました。下の「全自動サブマージ・アーク溶接機」は、溶接する部分を砂状のコンポション(溶接中に接合部分を保護するもの)でおおい裸ワイヤを自動的に送り込むと同時にアークを発生させ、その熱でワイヤと母材(ぼざい)をとかして効果的に溶接するものです。この方法はとくに厚い板を接合するのに使われ、溶接の能率を大いにあげ戦後の飛躍的な船の進水量の伸びに貢献しました。
サブマージ・アーク溶接機オートメルトSW-24型
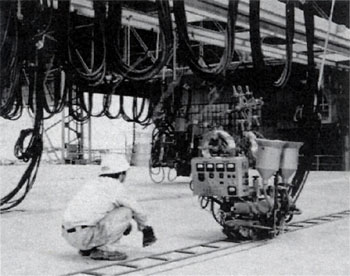
溶接風景
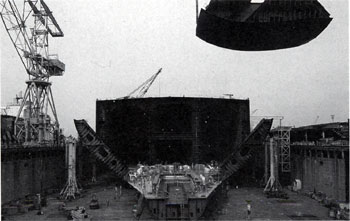
3. ブロック建造法(けんぞうほう)
ブロック建造法とは、大きな船体を150から300個くらいのブロックに分けたものを地上の作業場で造っておき、それを1個ずつ船台で積み上げていく建造方法です(おもちゃのブロックを使って、お城や車を作るときのことを想像すると分かりやすいでしょう)。
ブロック建造法が生まれた背景には、溶接技術の大幅な進歩があります。それまで船体部材の接合にはリベットが使われていましたが、溶接技術が進歩したことによりリベット工法よりも作業効率の良い溶接が使われるようになります。そしてブロック建造法によって、これまで船台(せんだい)の上で行われていた作業の多くの工程が地上の作業場に移されることになりました。船台上での不自然な姿勢での作業とそのために起こっていた事故やけがは、地上での作業を増やした結果少なくなり、作業中の安全性も高まりました。同時にそれまでの工法に比べ建造期間を大幅に短くすることができたため、ブロック建造法の採用は急速ないきおいで進みました。
|