OTC 13201
Development of an Optical Monitoring System for Flexible Risers
Martin Andersen, NKT Flexibles, Arne Berg, Optoplan and Svein Saevik, Marintek
Copyright 2001, Offshore Technology Conference
This paper was prepared for presentation at the 2001 Offshore Technology Conference held in Houston, Texas, 30 April-3 May 2001.
This paper was selected for presentation by the OTC Program Committee following review of information contained in an abstract submitted by the author(s). Contents of the paper, as presented, have not been reviewed by the Offshore Technology Conference and are subject to correction by the author(s). The material, as presented, does not necessarily reflect any position of the Offshore Technology Conference or its officers. Electronic reproduction, distribution, or storage of any part of this paper for commercial purposes without the written consent of the Offshore Technology Conference is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of where and by whom the paper was presented.
Abstract
The feasibility of using fibre Brags grating (FBG) sensing technology for strain monitoring in flexible risers has been demonstrated. The FBG sensing technology has the potential of increasing the safety of flexible riser applications. Strain and temperature sensors have been integrated in the inner tensile armouring layer in the annulus of a full-scale test riser. The monitored strain during testing has been used to verify and update riser simulation models to improve design predictability. In future applications various types of FBG sensors integrated in operational flexible risers can be used to continuously monitor riser integrity and predict remaining lifetime.
Introduction
The offshore application of flexible risers is increasing. Larger water depths and frequent use of floating production facilities require highly reliable riser systems. Riser reliability and safety can be improved using optical monitoring systems based on fibre Bragg grating (FBG) sensors. In particular, strain, temperature and other parameters of importance to riser integrity can be measured to improve the understanding of riser behaviour and perfomance and to optimise the design. Furthermore, it is possible to verify the predictions from riser simulation programs.
The prediction of riser service life is primarily based on expected fatigue and corrosion of the armour wires and deterioration of the polymer layers. By providing a riser with an accurate monitoring system for measuring both the annulus temperature and tensile armour wire strain variations, a more precise service life prediction can be made. Accurate measurements of a riser in service can provide a detailed load history that can be used for verification of the riser design and material utilisation factors. Furthermore, a monitoring system will increase confidence, since any unexpected riser loading can be detected, and necessary adjustments made.
Projects to develop and evaluate the use of optical fibre technology for increasing the safety of flexible risers have been supported by Demo 2000 (Norwegian Research Council), BP Amoco, Norsk Hydro, Norske Shell and Statoil. The first project was started in 1997, and the present one will be completed this year. The projects have included sensor development and testing, development of sensor integration and termination techniques, test riser manufacturing, full scale testing and evaluation of riser simulation models.
OPTOPLAN has manufactured the sensors integrated in the riser and the read-out unit to monitor the measurands. NKT FLEXIBLES has manufactured the riser with integrated sensors and mounted the end fittings. The full-scale riser has been tested at MARINTEK, and the test results have been used to verify and update their riser stress analysis program.
Concept
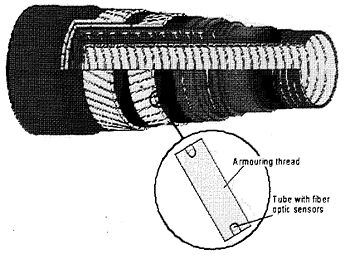
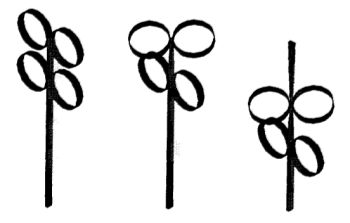
The basic concept for the monitoring system is to integrate FBG sensors along grooves in the tensile armouring wires in the riser annulus as can be seen in Figure 1. Packaged FBG sensors can be made with a diameter in the order of 1 mm. A small groove is made in the armour wire, and the packaged sensors are placed in the groove.
In this paper we present a system for monitoring the strain in the inner tensile armouring layer. To separate axial and bending strain, the local strains are measured at both sides of the wires. For other types of measurements only one groove might be required in the wire. To connect to the FBG read-out unit, the fibres must be guided through the end fitting in a reliable way.
Fig.1-Basic concept for the monitoring System.
Fibre Bragg Grating (FBG) Sensing
Basic principle.
A fibre Bragg grating is a permanent, periodic refractive index modulation in the core of a single-mode fibre. The grating acts as a narrow-band reflector with centre wavelength λB (Bragg wavelength) determined by the periodicity Λ and refractive index neff of the grating
Any effects changing the periodicity and/or the refractive index of the grating will change the measured centre wavelength. This is the basic principle of all FBG sensing elements. Temperature will effect both the periodicity (due to thermal expansion) and the refractive index of the gratings. Heating of a fibre Bragg grating will increase the reflected Bragg wavelength with approximately 10pm/℃. When the grating is exposed to axial strain, the reflected Bragg wavelength will shift with approximately 1pm/μstrain.
Since FBGs are sensitive to both temperature and strain, the realisation of sensing elements will require designs which are selective to the parameter to be measured. It will, however, not be possible to isolate the gratings from temperature variations. Strain, and other FBG sensors, must therefore be temperature compensated.
An important characteristic of FBG sensors is the multiplexing capability. Bragg gratings with different centre wavelengths can be positioned along the same fibre and measured from one end of the fibre independent of each other. The FBG sensors can be imprinted directly in the transmission fibre or spliced in at preselected locations with separation ranging from centimetres to tens of kilometres, to form an array of discrete sensor points with high spatial resolution for distributed sensing.
FBG Demodulation.
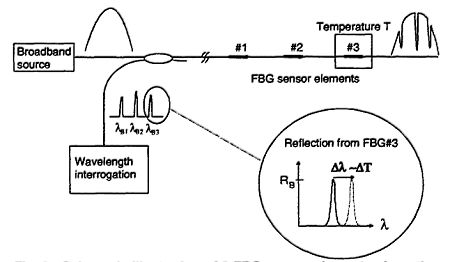
Light from a broadband optical source is transmitted along a single-mode fibre, and light at the Bragg wavelength will be a reflected from the FBG sensor elements (the sensor system is single-ended). The wavelength interrogation will take place in an opto-electronic (OE) detection unit as shown schematically in Figure 2. The shift in the Bragg wavelength will be converted to the measurand based on the sensor characteristics.
Range and available optical bandwidth depend on the characteristics of the optical source. Some sources are broad and many sensors can be multiplexed (more than 20), while other are narrower, but has higher output power for longer range (100km).
The opto-electronic (OE)-unit for Bragg wavelength demultiplexing/demodulation used in this project is based on a broadband source and a tuneable optical filter technique. The specifications of the OE-unit in terms of wavelength measurements are:
with a measurement time from 0.25s and a system range depending on the light source optical power. The resolution improves with increasing signal-to-noise ratio, and hence the resolution can be improved through signal averaging.
Fig.2-Schematic illustration of 3 FBG sensor elements along the same fibre, with a temperature change of ΔT applied to FBG#3.
FBG Sensor Design
Sensors to be implemented in the annulus of a flexible riser must fulfil various types of requirements. There are hardly any restrictions for the overall length (except for spatial resolution), but the outer diameter should be small. The sensors must also withstand requirements with respect to bending, pressure, crush and impact. To achieve a diameter in the order of 1mm, the sensor design and packaging has been based on capillary steel tubes. Various bonding and crimping techniques have been applied to make small diameter sensors with the required mechanical specifications. After assembly the strain and temperature sensors appear as a continuous steel tube which can be integrated in the tensile armouring. The integrated sensor tubes can also withstand the stress levels caused by the pre-deformation of the armouring wires.
Sensors with different sensitivity to strain and temperature have been developed so efficient temperature compensation can be achieved. For the present sensor designs and OE unit the resolution for the strain and temperature sensors are in the order of ±1μstrain and ±0.01℃, respectively. The absolute accuracy's are estimated to be ±5μstrain and ±5℃, including temperature compensation effects. The required accuracy to evaluate the simulation model was specified to ±75μstrain. From the measured strain on each side of the wire the axial and bending strain at each location can be calculated.
Optical fibre cables suitable for connecting the sensors all the way to the end fittings were required. Fibres integrated in metal tubes are suitable and commercially available. Because of the small tube diameter the tubes can withstand high pressure(1000-2000bar) and they are well protected against crush and impact within the grooves in the armouring wires.
Sensor Integration and Riser Manufacturing
Flexible risers (or flowlines) are made up of several layers of steel armouring and plastic barriers each serving it's specific purpose. Until now, flexible risers with integrated sensors have not been available for the offshore industry. As the space between each wire is very small, especially during bending, special tensile armour wires with grooves were manufactured. The grooves are suitable for sensor integration allowing a maximum diameter of about 1mm. Besides providing space for sensors, the groove protects them from being damaged. It has been demonstrated that the grooved tensile armour wires can be handled in a manner similar to the way standard wires are handled during production and that FBG sensors built into steel tubes are suitable for integration.
Grooved Tensile Armour Wires.
During manufacturing the tensile wires are pre-deformed to a helical shape prior to being applied onto the flexible pipe. The pre-deformation is obtained by a combination of twisting and bending. Each wire is pulled through two sets of rollers. One set of rollers is rotated relatively to the other set of rollers, thus forcing the wire to twist. Thereafter the wires are bent over a wheel before being pulled onto the pipe. The amount of twist per length and bending are dependent on the pipe diameter and the desired pitch.
Variations in the tensile wire properties influence the pre-deformation. Finite element models were made to study the pre-deformation of the tensile armour wires with grooves. Figure 3 shows the two sets of rollers and the length of wire modelled to simulate the twist of the wire. The pitch of grooved tensile armour wires should be similar to that of standard wire without grooves.
In order to investigate the effect from the grooves in terms of wire fatigue performance, the stress fields in the wire cross section due to twisting and bending were studied using models with high element concentration along the groove edges. It was found that the fatigue resistance of grooved tensile armour wires was similar to that of a standard wire.
Fig.3-Finite element model. Initial State, after rotation of rollers and after pre-deformation of a short length.
Sensor Integration.
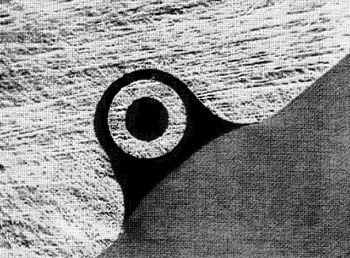
Tensile armour wires with grooves in the middle of both narrow sides (Figure 1) were manufactured by cold rolling. The limitations of the cold rolling process determined the geometry of the grooves to some extent. To enable strain measurements it was of major importance that the deformations of the tensile armour wire were transferred to the sensor tube in the groove. The connection between wire and sensor tube was established using epoxy resin. The choice of epoxy was based on a number of different requirements. The epoxy should have a high shear strength capacity, and at the same time be sufficiently ductile to avoid cracking during pre-deformation of the wire. Further, it should be able to transfer loads also at elevated temperatures. Figure 4 shows a sensor tube attached to an armour wire using epoxy. Note that the sensor tube is well protected inside the tensile armour wire.
The accumulated length of the four wires with integrated sensor tubes was about 100m. A prototype production line was built for attaching the sensor tubes to the grooved tensile armour wires. The prototype production line had a reel for the tensile armouring machine in either end. The grooved tensile armour wire was pulled through the production line from one reel to the other. The wire and sensor tube were thoroughly cleaned before being glued together with epoxy. Special attention was paid during attachment of sensor tubes to avoid bending these below a specified value and to keep the tension as low as possible.
Fig.4-Sensor tube attached to tensile armour wire.
Test Riser Manufacture.
It was decided to use a typical 8"flexible riser to verify the feasibility of the integration technique. The inner liner and outer sheath was made of PA11. The pressure armour layer was made of C-profiles and the tensile armour layers comprised of 5x12.5mm armour wires. The design pressure was 5,000 psi, and the minimum bending radius in service R=3.3m. The test riser had a length of 14.5m including end fittings.
When the sensor tubes were integrated into the tensile armour wires the wires could be handled as any other wire during the tensile armour application process. The specified sensor positions were accomplished within an accuracy of 50mm.
End Fittings.
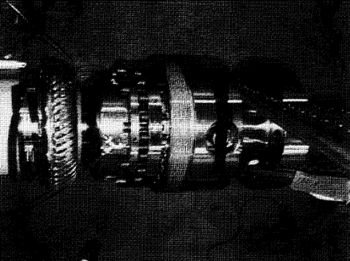
The tensile armour wires with integrated sensor tubes were anchored inside the end fitting by welding them to a wire holder in the same manner as the remaining wires. Before doing so, the sensor tubes were pulled out of the grooves one by one. Extra lengths of approximately 1m of sensor tubes were coiled in chambers inside the end fittings during transportation. Figure 5 shows the end fitting during the mounting process. The fibres were led out through both end fittings for redundancy. Since the FBG measurements are based on reflection, connection to the fibres at one end is in principle sufficient.
Fig.5-Standard end fittings with minor modifications to accommodate the sensor tubes.