2. 計測器具
2.1 長さの測定
長さの基準器として線基準、端面基準、および光波基準があり、線基準は平行に引かれた目盛線間の距離、端面基準は2つの互いに平行な平面、光波基準は特定の元素の原子スペクトル線の波長をそれぞれの長さとして用いようとするものである。
従来の第一次基準は国際メートル原器の表わす1メートルの長さであったが最近は光波長を第一次基準とし、線基準や端面基準を第二次基準としている。
1) 線基準
1mの長さをdm、cm、mmなどに等分して目盛がなされている。通常は100〜500mmで断面がH形又は矩形をしたスケールが用いられている。一般に用いられているスケールは最小目盛が0.5又は1.0mmである。
2) 端面基準
最も広く用いられているものにブロックゲージがあり、光波長を基準として絶対値が測定できるので比較的短かい寸法(100mm以下)における最も精度の高い基準器である。但し使用に際しては測定面は平滑平面で互いに密着することが必要である。
3) 光波基準
カドミニウムの赤色光でその波長は6438.4696Å(温度15℃、気圧760mmHgの乾燥空気中)を各国とも第一次基準として用いている。光波干渉法により容易にブロックゲージの寸法に移され、水銀及びクリプトン同位元素ランプによって直接測定しうるブロックゲージの寸法はそれぞれ500mm及び800mmと云われている。
2.2 長さ測定器
1) ノギス
ノギスは最も簡便な長さ測定器であり、一般的には測定精度が1/10〜1/20mm程度で良いものに用いられている。従って機関摺動部分の測定には正確さが要求されるため使用できない。
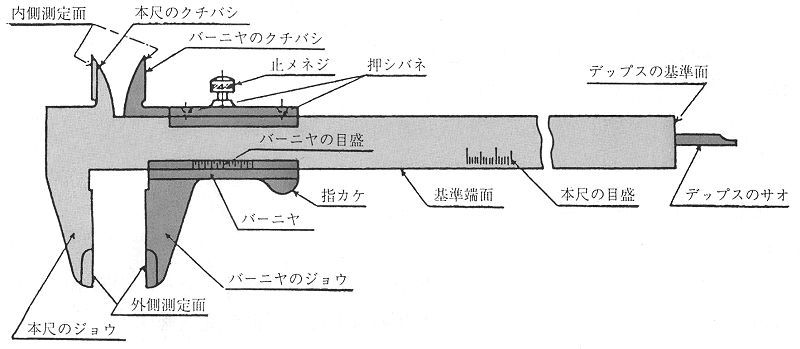
ノギスの構造は4・1図の通りであり、外径、内径および深さなど余り精密さを必要としない場合に用いると便利である。
測定する時は止めネジを弛め指かけを親指で動かし、寸法を測定する。
(拡大画面: 38 KB)
4・1図 ノギス
(バーニヤの読み方)
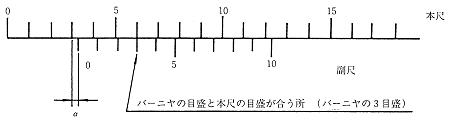
バーニヤは本尺のn−1目盛をn等分した目盛に作成されており、本尺の1目盛の長さをリットルmmとすれば、バーニヤの1目盛の長さは本尺のそれよりもリットル/n mmだけ小さく、従ってバーニヤ目盛のどこかに必らず本尺の目盛と合致する所が存在し、この差がバーニヤの示す読みとなる。例えば4・2図に示すリットル/nが1/10であるノギスの読みは

であり
となるから
となる。
4・2図 ノギスの読み方
2) マイクロメータ
マイクロメータは軸径などを主に測定する精密測定器であり、一般には4・3図に示す外側マイクロメータが知られている。この他に内径を測定する内側マイクロメータなどがあるが外側マイクロメータほどの精密な測定はできない。内径はシリンダゲージにより測定する方がより精密な測定が可能であるため通常は外径はマイクロメータで、内径はシリンダゲージにより測定するのが一般的である。
外側マイクロメータの一例を4・3図に示す。使用に際しては、0〜25、25〜50、50〜75……mmのように測定物の直径により、それに見合った寸法のマイクロメータを用いなければならない。
マイクロメータのネジは、一般に1回転で1/2mmピッチで移動するように作られ、シンブルにきざまれた回転角目盛は全長を50等分している。従って最小目盛は1/100mmであるが通常は最小目盛間を目視で5又は10等分し、1/1000〜2/1000mm程度まで読み取っている。
4・3図 マイクロメータ
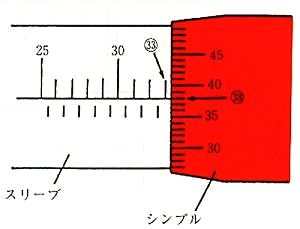
ある外径の軸をマイクロメータで測定した時、4・4図に示すような目盛であったとすると、その軸の外径は次のようにして目盛から読みとることができる。
スリーブの目盛は33+α
シンブルの目盛(α)は38
従って測定軸の外径 D=33+α
=33+38/100=33.38mm
4・4図 読み方
(1) マイクロメータによる外径測定法
[イ] 零点確認
零マイクロ(0〜25)の場合はシンブル先端のラチェットを右手で回し、スピンドル先端をアンビルにゆっくりタッチさせたあと数回空転させて、零点が正しく合っていることを確認する。
この動作を2〜3回繰り返して、零点を確認する。零マイクロ以外の場合は付属の基準ゲージをスピンドルとアンビルの間に狭み、同様にして零点を確認する。零点が正しく合っていれば良い。
[ロ] 零点調整
零点確認の結果、シンブル目盛で2目盛以内の誤差がある時はクランプでスピンドルを固定し、付属のスパナでスリーブを誤差分だけ回して、スリーブの基準線とシンブルの0目盛を正しく一致させる。
2目盛以上の誤差がある場合はクランプでスピンドルを固定し、スパナでラチェットスクリュを弛め、シンブルを動かして0目盛をスリーブの基準線に合わせた後、ラチェットスクリュをスパナで締付ける。その後の若干の誤差は上記の2目盛以内の誤差調整と同様に行い零点を正しく一致させる。
[ハ] 外径測定要領
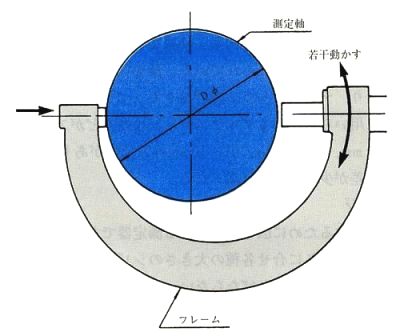
フレームを左手で支え、左手人差し指の先端でアンビルを測定面へ軽く押しつけ、4・5図のように、右手でマイクロメータのアンビルを支点にして、スピンドル側を測定外周にそわせて若干動かしながら、ラチェットを廻し測定軸の中心を通る最長点(外径)を探し、零点確認の要領で目盛を読む。
目盛を読む時は必らず基準線に正対して読むこと。斜め方向からでは読み取り誤差が生じ易い。目盛を正対して読めない場合はクランプでスピンドルを固定して、測定物からマイクロメータを離して目盛を読むようにする。
外径は2〜3回、測定を繰り返し、正確な寸法を求めることが大切であり、特に径が大きくなるに従って測定は難しくなる。
(2) マイクロメータの取扱い保管
各部分を清潔な布で良く拭き、錆びぬように使用後はうすく油を塗布しておく。取扱いは丁寧にし、決して落したり、衝撃を加えぬように注意すると共に測定面やネジ部を損傷せぬように扱うことが必要である。保管はアンビルとスピンドルは若干離しておきスピンドル固定のクランプは弛めておくことが大切である。
4・5図 外径測定のしかた
3) ダイヤルゲージ
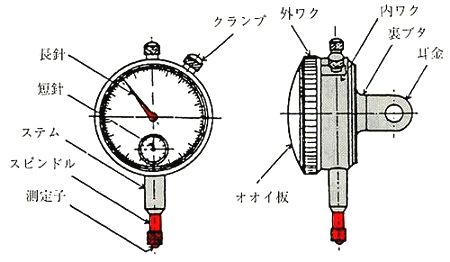
スピンドル形と、テコ式ダイヤルゲージがある。スピンドル形は、直線運動をするラックの動きをピニオンに伝え、指針を回転させる方式であり、テコ式は、球状測定子にリンクで連結された歯弧の動きを、針に伝える構造のものである。いずれも、指針1回転毎の読みと、指針の示した目盛の読みによって測定するもので、測定範囲の大きなものは、別に短針を持つものもある。ダイヤルゲージの目盛は、スピンドル形では短針と長針を有し、長針は外周を100等分し、1目盛は一般に0.01mmを示し、1回転すると1mmで、これを短針の目盛で表すようになっている。なお、計測は通常最小目盛間を目視で5又は10等分し0.001〜0.002mm程度まで読み取る。
テコ式は、指針が1回転以上は回らないので、目盛板は若干異なるが、1目盛は一般に0.01mmを示す。4・6図はスピンドル形を示す。
4・6図 スピンドル形ダイヤルゲージ
ダイヤルゲージは測定物の絶対寸法長は測定できないが基準面又は線などを定め、その点を零基準として、そこから計測面又は線までの寸法を読み取る計器であり、色々な寸法を測定する器具に広く用いられている。最も代表的な例としては次に示すシリンダゲージに用いたり、デフレクションの計測やカップリングの芯出しなどに広く用いられている。一般に用いられているダイヤルゲージは殆んどがスピンドル式であり、その測定範囲は0〜5mm、0〜7mm、0〜10mmの3種類があり、測定範囲が小さくなればなる程、測定誤差が少なく精度は高くなる。
4) シリンダゲージ
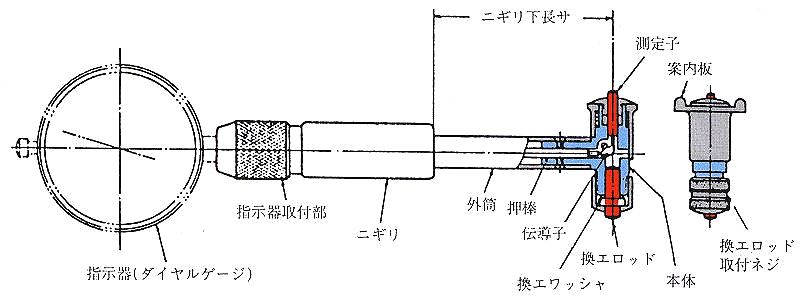
穴の内径を測定するために広く用いられる測定器であり、4・7図に示すような構造である。計測穴の大きさに合せ各種の大きさのシリンダゲージがあり計測寸法に適合したシリンダゲージを用いなければならない。
シリンダゲージの指示器はスピンドル形のダイヤルゲージを指示器取付部へ適当に差し込んで締付け固定する。
(拡大画面: 39 KB)
4・7図 シリンダゲージ
(1) 換えロッドおよびワッシャの選択
測定する穴の内径に合わせ、若干大き目の寸法となるように換えロッドおよびワッシャを選択し、4・7図の位置に取り付け、ネジを締め付ける。寸法が大き過ぎると穴に入らなくなったり、きつすぎると穴の表面を損傷する。小さ過ぎると測定できなくなる。測定子が動く範囲内で計測できる寸法のロッドおよびワッシャを選択することが重要である。
(2) ダイヤルゲージの取付け
指示器として付属されているダイヤルゲージを取付けるが、その差し込み程度はダイヤルゲージのスピンドル先端の測定子が押棒に軽く当たりゲージの指針が半回転程度振れる位置で止め固定する。
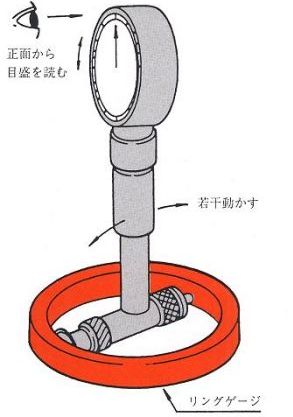
(3) シリンダゲージの零点調整
計測内径(呼称径)と同じリングゲージを用いて、4・8図に示すようにシリンダゲージを入れ、ゲージの指針が示す最小値の位置にゲージの外周目盛の0点を合わせる。これがリングゲージの内径となる。
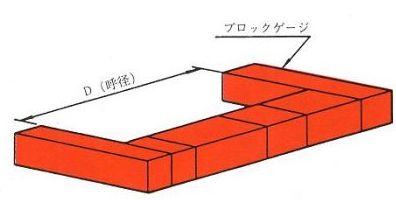
この内径を基準にして測定穴径がどの程度、大きいか小さいかをシリンダゲージで計測するのである。リングゲージは通常20℃における誤差が記されており、その分を計測後に補正することが大切である。リングゲージがない場合はブロックゲージを組合せて測定内径(呼び径)と同じ寸法のゲージを4・9図のように作り、これにシリンダゲージを入れて0点調整する。
リングゲージもブロックゲージもない場合は、マイクロメータを用い測定内径(呼び径)と同じ寸法に合わせクランプでスピンドルを固定し、マイクロメータをバイスに軽く狭むなどの方法で固定し、アンビルとスピンドル間にシリンダゲージの測定子を入れて、0点を調整する。
4・8図 リングゲージ
4・9図 ブロックゲージ
(4) 内径の計測
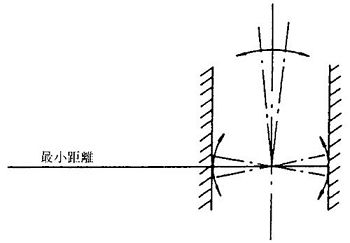
4・8図、4・9図の0点調整のように目盛を正しく読むことが大切であり、必ずダイヤルゲージの正面へ顔を向けて目盛を読むこと。この場合、0点から何目盛、右又は左へ指針が移動したかにより、リングゲージの内径に比較し、測定個所の内径が大きいか、小さいかを知ることができる。その場合、測定個所における穴の直角断面での内径を読み取るため握り部分をつかみ、必らず4・10図に示す方向に若干動かして指針の先端が示す最小距離の位置で目盛を読まなければならない。
4・10図 計測方法