補足資料 整備関連基礎事項
本項は、基礎的事項についてより高度な内容を補足したものである。
1. ボルトの締結
船舶機関の場合、部品の結合は殆どがねじによって行われていると言っても過言ではなく、連接棒大端部、主軸受、シリンダヘッドなど機関の主要部の締結は皆、ボルト締結によって行われている。したがって、この締付けの不適当によって引き起こされる事故も大きな事故に発展する危険性をたぶんに含んでいる。また実際に機関整備に基因する機関の事故の大部分が不適当なボルト締付けによって起こっておりそれによる経済的損失も大きいので本項で説明するボルトの締付けは保守整備上極めて重要な事項であるということができる。
このボルトによるねじの締付けの基本事項は既に船舶機関整備指導書2の1、4に詳しく説明されているので、重複をさけるために基本的な事項についての説明は必要最小限にとどめ、主として現在行われているボルトの締結法とその問題点およびボルト締結の信頼性の向上のためには何が必要かについて説明する。
1.1 ボルトによる締結
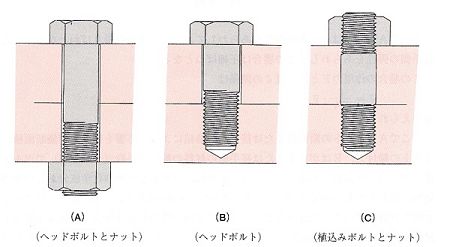
2個以上の部品をボルトによって締結する場合、補・1図のように3つの方法が一般にとられる。
補・1図
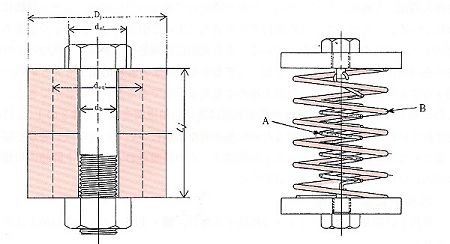
これらは締結される部品の設計上の条件によって主として選択される。すなわちシリンダヘッドの場合はBまたはC、連接棒大端ボルトの場合はAまたはB、主軸受冠ボルトの場合はBまたはCが多く用いられる。いずれの場合も締付け状態においてボルト側には引張力が接手側には圧縮力がかかる。これを模擬化すると補・2図のように表現することができる。
補・2図
ここでAのばねはボルトの弾性をあらわしておりこの場合引張りばねとなる。またBは接手側の弾性をあらわし、この場合は圧縮ばねとなる。
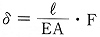
この場合の作用力Fと撓み量δの関係は
で与えられる。
ここでAはボルトの断面積または接手側の締結によって影響を受ける等価断面積、Fはボルトの締付力、Eはボルトまたは接手側の材料の縦弾性係数(ヤング率)でボルト側は殆どの場合、鉄鋼製であるのでこの場合炭素鋼、合金鋼などその化学成分および熱処理の如何に拘わらずEの値はほぼ一定で約206GPa(21、000kgf/mm2)である。それに対して接手側の材質は鋼の場合や鋳鉄などさまざまで鋳鉄の場合も普通鋳鉄(片状黒鉛鋳鉄または鼠鋳鉄)、ミーハナイト鋳鉄、バミキュラ鋳鉄、ノジュラ鋳鉄(球状黒鉛鋳鉄またはダクタイル鋳鉄)などによって88〜176Gpa(9,000〜18,000kgf/mm2)と大幅に変化する。
ここでボルト側の断面積は
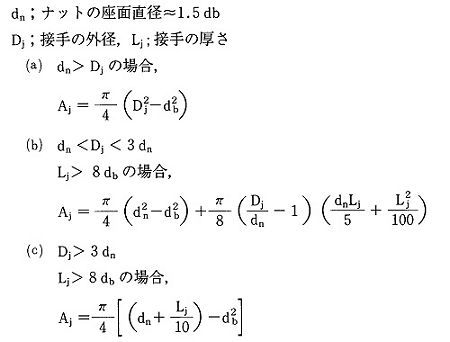
で与えられるが接手側の等価断面積はボルト側 のように単純にはいかず、等価円筒または等価円錐などにおきかえて計算する。等価円筒におきかえた一例としてVDI2230による接手側の等価円筒の計算式を示す。(記号は補・2図参照)
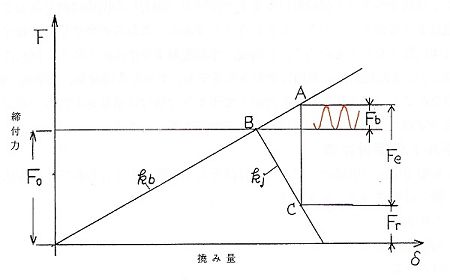
更に正確に接手側のばね常数が必要な場合は実測により求める。このようにして求められたボルト側のばね常数と接手側のばね常数によって締付け状態の釣合三角形を描くことができる。(一般にkb≪kjとなる場合が多い)
補・3図
この状態で繰り返し外力Feがかかった場合、ボルト側にかかる変動荷重はFb、残存締付力はFrとなる。そしてFrが0に近くなると接手の合せ面にかかる締付力が小さいために合せ面にフレッティングが発生したり、ボルトがゆるんだりして、いろいろの締付上の不都合が発生するので、適正締付けはこの残存締付力をボルト応力が許容する限り充分大きく取ることが必要である。ボルトの締付け不適当によって起こる事故の場合、ボルトの過剰締付けによって起こる事故は極めてまれで、その殆どは締付け不足によって起こる事を認識しておくことが肝要である。
1.2 締付けトルクと締付力(軸力)の関係
締付けトルクと軸力との関係は下式によって与えられる。
ここでF;ボルトにかかる軸力
db;ねじの有効径
ρ;ねじ部にかかる摩擦角 ρ=tan−μ
(μ;ねじ部の摩擦係数)
β;ねじのリード角 tanβ=S/πdb(S;ピッチ)
dn;ボルトヘッドまたはナット座面における摩擦面の等価直径(dn ≈ 1.5db)
μn;上記座面の摩擦係数
である。
ここでdn=αdbとし(α ≈ 1.5)
とおくと、T=KFdb
ここで注意すべきことは締付けトルクと締付力(軸力)の関係はねじ部および座面の摩擦係数によって大きく左右されるということである。これらの摩擦係数はねじ、および座面の表面状態すなわち表面粗さ、直角度、平面度および摩擦面の状態、例えばメッキ、表面処理など、また締結時に表面に塗布される薬剤、すなわち防錆剤、減摩剤、焼付防止剤、潤滑油などによって変化する。したがってボルトの締付け精度を上げるためにはこれら摩擦係数のばらつきの影響を如何に克服するかにかかってくる。
1.3 ボルトの締付け法
現在船舶用機関の主要ボルトの締付け法として一般に広く行われている方法として
1)伸び計測法(ストレッチ法)
2)トルク法
3)回転角度法
が上げられる。
1) 伸び計測法(ストレッチ法)
この方法は基本的に軸力を伸びにおきかえて計測しているために前項で述べたねじ部および座面の摩擦係数に全く関係なく締付力を与えられる点で締付け精度は最も期待できる。この方法の難点は作業能率の点で問題があり、大量生産などの場合不適当である点、また伸びを計測するための測定工具が必要でこれをセットするためのスペースを要する点、計測に或る程度の熟練が必要な点などがこの方法が広く用いられない要因となっている。
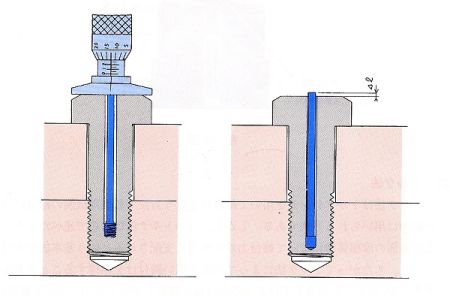
また、補・1図(B)のようなヘッドボルトの場合、そのままではこの方法の適用が困難で、これを適用するためにはボルトを中空ボルトにして補・4図のようなデプスゲージを用いるか、またはボルト側にあらかじめピンをセットしたボルトを用いるなどの工夫が必要である。
補・4図
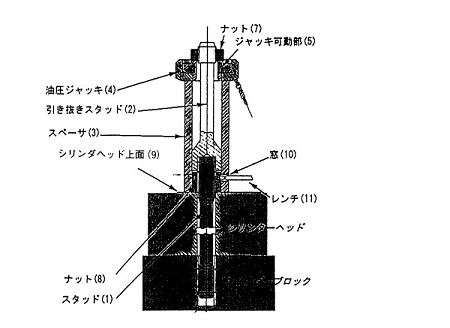
これと同じ思想に基づく締付け法として中大型機関などでボルトの径が大きく充分な締付けトルクを与えることが困難な場合用いられる油圧ジャッキによる方法(補・5図)がある。すなわち、あらかじめ適正締付けに相当する油圧を油圧ジャッキにかけボルトに引張力を与えてボルトが伸びた状態でナットをセットする方法である。
また油圧ジャッキのかわりにボルトをあらかじめ適正締付け状態になる寸法に加熱して熱膨張させた状態でナットをセットする方法などは皆この伸び計測法の分類に入る。この方法はシリンダヘッドの締付け、主軸受冠の締付けなどに主として用いられる。
補・5図