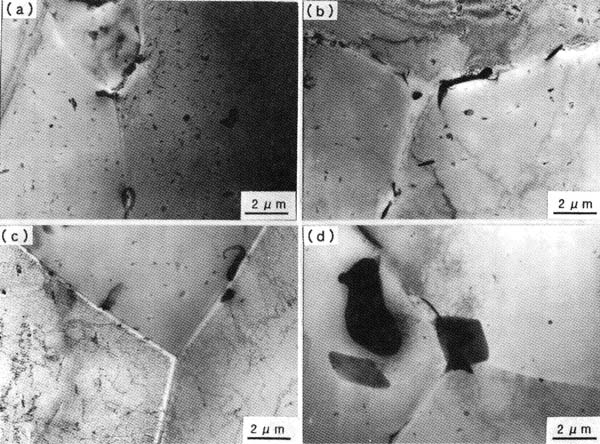
Fig. 6 TEM images of as-received samples. (a) 6I-1, (b) 6I-3, (c) 6I-7, (d) 6I-8.
丂
Although the solid solution Si free zones influenced on the intergranular corrosion susceptibility, Mg free zones investigated in 6I-8 had little effect. The difference between their pitting potentials gives the explanations of this, that of Si being noble and Mg being less noble to the matrix.
丂
4. Conclusion
丂
The relationship between microstructure and corrosion behavior of the industrially and the experimentally extruded materials of Al-Mg-Si and Al-Mg alloys was investigated.
(1) Most of the 6000 series alloys had very little corrosion loss after the soak for a year about 7g/m2, and are demonstrated to be as the specimens of 5083 alloy, which are especially noted for seawater resistance.
(2) Some of the industrially manufactured materials, however, had a lot of white corrosion products, and indicated less corrosion resistance. Under the granular corrosion products, the pits accompanied by the intergranular corrosion were observed.
(3) The typical corrosion morphology of the A6N01 alloy after the soak in the synthetic seawater was the general corrosion, which was resulting from the occurrence of a number of microscopic pits, about 20tm in diameter. The morphology was categorized to three patterns: (a) microscopic pitting and localized macroscopic pitting with intergranular corrosion, (b) only the general corrosion with microscopic pitting, (c) microscopic pitting + shallow and narrow intergranular corrosion were observed.
(4) Microscopic pitting corrosion was observed around intermetallic compounds that contain Fe, Si and Mn. It resulted from the preferential dissolution of less noble matrix.
(5) According to the microstructural analyses by EPMA, the distribution patterns of Fe and Si did not have big difference between the samples, whereas the distribution of Mg is very distinctive in the number and the size of the particles or the concentration distribution. The difference of Mg distribution particularly between the industrially manufactured materials is characteristic and significant.
(6) Microstructural analyses by TEM revealed that the coarse particles in the grains are intermetallic compounds, and that beltlike or spherical particles at the grain boundaries are Mg2Si compounds. Intermetallic compounds contain Al, Fe and Si as main constituents, and Mn and Cr sometimes replaced a part of Fe and Si constituents.
(7) 6I-1 showed larger corrosion loss and the pitting with intergranular corrosion. TEM observation of the sample exhibited that a large number of fine precipitates distributed uniformly, and the coarse particles, which seemed sometimes beltlike, were at the grain boundaries.
In this study, the corrosion loss of each material was enough small to use practically for ship. However, some of the industrially manufactured samples exhibited a lot of pitting with intergranular corrosion. This corrosion morphology is considered to be not desirable, and it has a possibility that a problem will arise in more long-term use. In order to raise the reliability of 6000 series alloy as a material for vessels, the variation in these materials needs to be suppressed to the minimum extent.
丂
Acknowledgment
丂
The materials were provided by Mitsubishi aluminum co., Kobe steel, Sumitomo light metal industries, Showa aluminum corp., Furukawa electric co., SKY aluminum. The authors wish to acknowledge the help in the TEM work by Mr. M. Yamada and Miss A. Maie of National Research Institute of Fire and Disaster.