The most highlighted feature is the use of magnetic crawlers for the running function. A crawler consists of total 52 pieces of Neodymium magnet steel. The absorbing power of carriage gets at 350 Kgf for perpendicular direction and 105 Kgf for horizontal direction respectively, which enables the stable running of carriage on the steel surface in all setting postures. The welding robot is also applicable to the curved surface and/or the steel surface with the reinforcement of weld-bead by the suspension mechanism of magnetic crawler as shown in Figure 2.
The robot mounts two laser sensors which detect the weld line and the shape of weld-groove. These sensors make possible the automatic seam tracking and the adaptive control of welding parameters for the shape of weld-groove.
丂
2.丂Welding Process丗
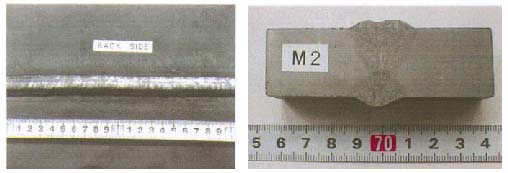
Gas metal arc welding process using a flux cored wire of 1.2 mm diameter and a mixed shielding gas of 80%Ar and 20%Co2 is utilized for this robot in order to minimize spattering. According to the welding procedure, a continuous operation of overhead welding is possible for a block length of 25 m. In Ariake Works, the robot welding has been applied to the gouged groove after completion of the flat position welding inside of ship-hull considering the total cost such as efficiency of fitting activity of blocks and so on. Figure 3 shows the typical bead appearance and macro section of the robot welding.
丂
3.丂Application丗
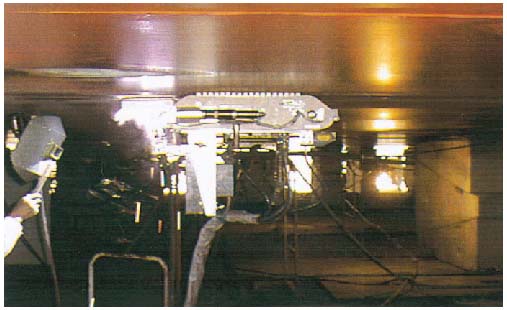
Figure 4 shows the handling facility which enables easy setting of the robot. Utilizing such operation supporting facilities, the developed robot has been successfully applied for the block joints of Bottom Shell Plate in the dock as shown in Figure 5.
Hereafter, Ariake Works intends to expand the application area of robot not only for the overhead welding of Bottom Shell but also for other welding positions such as curved shell.
丂