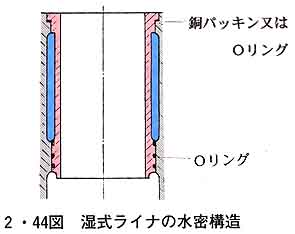
密な加工(ホーニング研磨)がなされ,上部は燃焼ガスのもれを完全に防止するため,シリンダヘッドとの間にガスケット又は銅パッキンを介してヘッドボルトで締め付けられ,燃焼室の気密性を保持すると共にシリンダブロックのインロー部でしっかりと支えられている。スカート部は冷却水がクランクケース内へ漏れぬように2〜3本のOリングが入れられ,スカート部は下方へ自由に熱膨張しうるような構造となっている。(2・44図参照)
海水冷却機関には耐摩耗性を向上させるため内壁に硬質クロームメッキを施したシリンダライナも使用されている。硬質クロームメッキライナの表面は潤滑油の保持性が劣るため,メッキ施工時に逆電流を流しメッキ表面に小孔や溝を無数に造り潤滑油の保持性をよくしている。
(2) 乾式ライナ
乾式ライナは,炭素鋼製の薄い円筒状のもので一般にはスリーブと呼ばれており,このスリーブとシリンダブロックとの嵌合にルーズとタイトの2種類がある。ルーズタイプのスリーブは手で挿入できるが,タイトタイプのスリーブは油圧プレス等でシリンダブロックに圧入後ホーニング研磨して仕上げる。
乾式ライナは冷却水への熱伝導が湿式ライナに比べ悪いという欠点が有るが,水漏れの恐れが無くシリンダの剛性も高くなるので,清水冷却の小形高速機関に多く用いられている。
(ライナの摩耗について)
ライナの一番摩耗しやすい位置は,ピストンが上死点にある時のトップリング位置であり,次ぎはピストンが下死点位置にある時のトップリング位置である。
従ってライナの内径計測は,前記2点及び中間位置を,クランク軸方向及がこれと直角方向をシリンダゲージで計測する。(2・45図参照)