2) 高圧噴射化
高出力にともなって多量の燃料を一定期間内に噴射することが必要となり、そのために燃料噴射圧力も高圧になってきている。
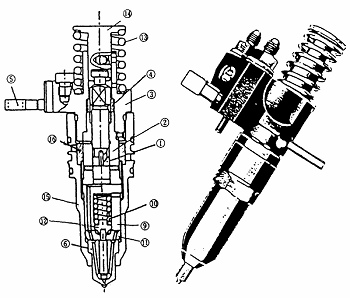
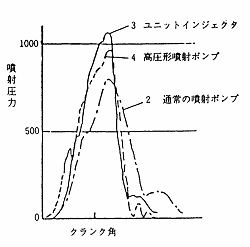
従来のボッシュ式ポンプでは長い燃料噴射管があるため、高圧化をすすめていくと、キャビテーションによる噴射管の損傷や2次噴射による性能悪化等が発生してくるので、高圧化にはおのずから限界があり、デリベリバルブにダンピングバルブを採用するなどして、現在90〜98MPa迄達成している。一方、上記の不具合を解消して更に100MPa以上の高圧噴射を可能とするため、噴射ポンプとノズルを一体化し、燃料噴射管を無くしたユニットインジェクタ(図7)を採用した高出力機関が出現している。ユニットインジェクタ方式では、高圧噴射によって多量の燃料を瞬時に、最適な状態で噴射出来るため、良好な燃焼とともに、燃料消費率も低減することが出来る。噴射圧力の比較を一例として図8に示す。
図7 ユニットインジェクタ断面図と外観
図8 噴射圧力の比較
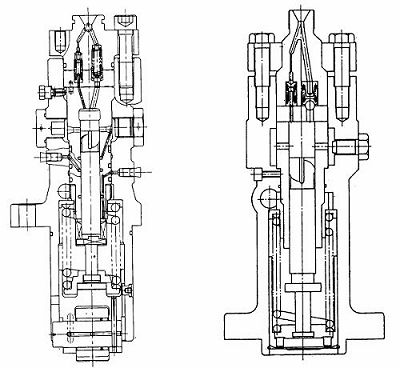
また、中低速機関ではクローズドタイプのプランジャバレルを採用した等圧弁付高圧形燃料ポンプ(図9)等で100〜150MPa迄達成している。
図9 高圧形燃料ポンプ(等圧弁付)
3) 燃焼最高圧力及び熱負荷への対応
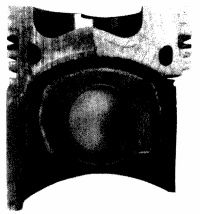
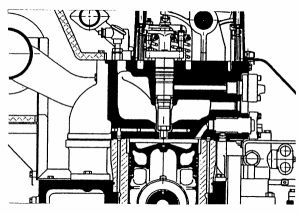
高出力化に伴う熱負荷の上昇に対して最も影響を受けるのはピストンであり、小型機関に対する可溶性中子の開発は、冷却空洞付アルミピストン(図10)の製作を可能とし、シリンダに設けたオイル主管に設置した固定ジェットノズルからのオイルジェットにより冷却し、熱負荷の上昇に対処してきた。しかし、現在の出力レベルに対し、従来のアルミ材では熱負荷並びに機械的負荷においてほぼ限界に近付いている。最近、アルミ材でも強度が高くて高温維持も良い溶融鍛造アルミ(ハイキャスト)、或いは強度の高い薄肉のダクタイル鋳鉄(FCD)材が採用されている。
図10 冷却空洞付ピストン
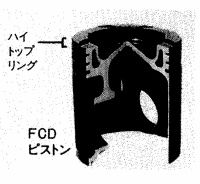
FCDピストン(図11)は、アルミピストンに比べ高温での強度低下が小さくより高負荷に耐えることが出来る。また、燃焼室の周りの冷却空洞を充分に取れ、それをピストン頂部近くまで上げることにより、ハイトップリング構造とすることが出来るため、燃焼室の無駄容積を小さくでき、燃焼性能の改善にもなる。
図11 FCDピストン
中低速機関では、特殊鋳鉄製の一体型ピストンまたは鍛鋼製のクラウンと鋳鉄製のスカートとの組立式ピストンが採用されている。いずれもハイトップリング構造としている。
シリンダヘッド燃焼面は小形機関においても、燃焼最高圧力及び熱負荷の上昇に伴い従来の弁間ジェット冷却からキリ穴による強制冷却方式を採用する傾向にある。
また、中低速機関では、高い燃焼最高圧力(約20MPa)による機械的応力と熱負荷に対処するため、強度が高く熱伝導性のよいバーミキュラ鋳鉄を採用し、燃焼面は肉厚構造とし、キリ穴による強制冷却方式(ボアクール冷却方式)が主流である。
(図12)
図12 ボアクール冷却方式
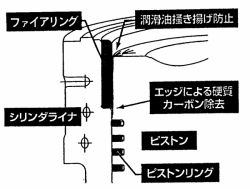
中低速機関のシリンダライナは、高い燃焼圧力に耐えられるよう燃焼室周りは厚肉とし、ボアクール冷却方式が主流となっている。また、ライナ内面の上部にはアンチポリッシュリング(ファイアリング、プロテクトリング、Lセーブリング等の名称で呼ばれている)を装備して、ピストンに付着した硬質カーボンによる摩耗防止および潤滑消費量の低位安定を図っている。 (図13)
図13 ファイアリング